

Jeder anlagenschwere Betrieb wendet dieselben Instandhaltungsstrategien an. Arbeitsaufträge werden priorisiert. Lagerbestände werden gepuffert. Ersatzteile werden in Sets zusammengestellt. Überschüssige Bestände werden bereinigt. Lieferanten werden bewertet.
Was sich von einem Betrieb zum nächsten unterscheidet, ist nicht die Frage, welche Strategien zum Einsatz kommen, sondern der Reifegrad, auf dem der jeweilige Betrieb arbeitet.
Einige Werke priorisieren Arbeitsaufträge nach Bauchgefühl und nach dem FIFO-Prinzip. Andere haben Prioritätscodes fest im CMMS hinterlegt. Eine kleinere Anzahl verfügt über eine KI-basierte, nach Kritikalität gewichtete Rangliste, die anhand aktueller Produktionsdaten neu berechnet wird. Technisch gesehen verfolgen alle drei dieselbe Strategie. Dahinter verbergen sich jedoch sehr unterschiedliche Abläufe.
Dieser Artikel stellt elf dieser Strategien vor, die entlang der operativen Kette angeordnet sind (Entscheiden, was wichtig ist, darauf aufbauend planen, umsetzen, den Regelkreis schließen), und ordnet jede einzelne diesen drei operativen Reifegraden zu.
Tabellenkalkulationen, implizites Wissen, Entscheidungen aufgrund persönlicher Einschätzungen und Eskalationsverfahren. Nachbestellpunkte, die in einem Workshop festgelegt und in Excel festgeschrieben wurden. Die Kritikalität wird als einmalige Abstimmungsmaßnahme behandelt. Funktioniert im kleinen Maßstab, versagt jedoch auf der Ebene des Werksnetzwerks.
CMMS-, ERP- und EAM-Module erfassen den Arbeitsablauf. Es gibt Prioritätscodes, Mindest- und Höchstbestände sowie Anlagenverzeichnisse. Die zugrunde liegende Logik ist jedoch statisch, wird einmal festgelegt und nur selten überprüft. Das System dient der Datenerfassung, nicht als Entscheidungshilfe.
Echtzeitdaten fließen aus ERP-, EAM- und IIoT-Sensoren. KI-Agenten übernehmen die Hauptarbeit (Bewertung, Analyse, Klassifizierung, Abgleich), während menschliche Experten diese bei Bedarf mit fundierten Gründen außer Kraft setzen. Diese Übersteuerung dient als Grundlage für die nächste Entscheidung. Die Kritikalität wird kontinuierlich überwacht, die Konfektionierung erfolgt auftragsbezogen, und die Nachbestellkalkulation ist dynamisch.

Die Kritikalität zieht sich wie ein roter Faden durch alle elf. Der Übergang von „Systematisiert“ zu „Intelligent“ ist fast immer ein Übergang von statischer Kritikalität zu lebendiger Kritikalität.
Im Folgenden werden die einzelnen Strategien vorgestellt, der Reifegrad, in dem sie angesiedelt sind, das übergeordnete Problem, das sie lösen, sowie die Art und Weise, wie die richtige Software (in Verbindung mit der dahinterstehenden funktionalen Disziplin) sie auf der Leiter nach oben bringt.
Ebene 1: Die Entscheidungsebene
Die ersten beiden Strategien legen fest, worauf es ankommt. Alle nachfolgenden Schritte bauen auf diesen Entscheidungen auf; sind diese also falsch, breitet sich der Schaden aus.
1. Priorisierung von Arbeitsaufträgen nach Dringlichkeit
Der Arbeitsablauf. Offene Arbeitsaufträge werden in eine Warteschlange gestellt, die anschließend nach Priorität sortiert wird. Aufträge mit den größten Auswirkungen auf Sicherheit, Produktion oder Compliance erhalten vorrangig Personal und Ersatzteile vor Routinearbeiten.
Wo es bricht. Bei der Triage entscheidet das Bauchgefühl, das Prinzip „Wer zuerst kommt, mahlt zuerst“ oder wer an diesem Morgen am lautesten schreit. Eine undichte Dichtung an einem wichtigen Kompressor muss hinter der Reparatur einer defekten Beleuchtung in der Kantine warten, weil beide Probleme zur gleichen Zeit gemeldet wurden.
Das übergeordnete Problem ist die Verschwendung von Kapazitäten für die falschen Aufgaben. Wartungsteams sind selten untätig. Meistens sind sie jedoch mit den falschen Dingen beschäftigt. Jede Stunde, die für Arbeiten mit geringen Auswirkungen aufgewendet wird, ist eine Stunde, die für eine Aufgabe fehlt, die die Produktion tatsächlich gefährdet.
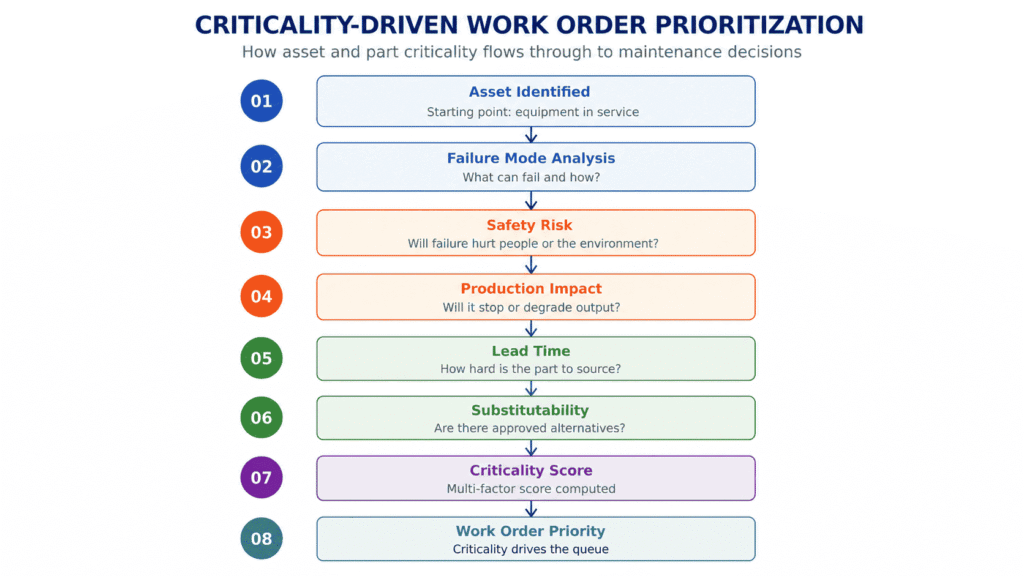
Die softwaregestützte Lösung. Ein Kritikalitätswert, der anhand von Sicherheit, Auswirkungen auf die Produktion, Vorlaufzeit und Substituierbarkeit berechnet wird, bildet die Grundlage für eine objektive Prioritätenrangliste. Der KI-Agent erläutert die Gründe für jede Rangstufe. Der Planer genehmigt diese oder hebt sie unter Angabe eines Grundes auf, wobei diese Aufhebung dem Modell als Lerninput dient. Hier kommt Bewertung der Kritikalität von Vermögenswerten ist nicht mehr nur ein einmal im Jahr stattfindender Workshop, sondern wird zu einer täglichen Entscheidungshilfe.
2. Analyse der Kritikalität auf Anlagen- und Teilebene
Der Arbeitsablauf. Anlagen und deren Komponenten werden danach bewertet, inwieweit ein Ausfall den Betrieb beeinträchtigen würde.
Wo es bricht. In den meisten Werken wird die Kritikalitätsanalyse als einmalige Koordinierungsmaßnahme durchgeführt, die von einem Verantwortlichen für die Zuverlässigkeit unter Einbeziehung mehrerer Teams geleitet wird. Das Ergebnis ist ein statisches Verzeichnis, das bereits nach wenigen Monaten veraltet ist. Schlimmer noch: Fast jede Umsetzung basiert auf einer stillschweigenden Annahme, die sich in der Praxis nicht bewährt.
Der entscheidende Fehler
Bei der herkömmlichen Kritikalitätsbewertung wird davon ausgegangen, dass jedes Teil einer kritischen Anlage selbst kritisch ist, während Teile an nicht kritischen Anlagen dies nicht sind. In der Praxis sind beide Teile dieser Aussage falsch. Eine einzige kostengünstige Dichtung kann einen Tier-1-Kompressor außer Betrieb setzen. Ein hochwertiges Lager kann an einer Anlage verbaut sein, deren Ausfall keinerlei Auswirkungen auf die Produktion hat, da sich direkt daneben eine redundante Einheit befindet.
Die softwaregestützte Lösung. Durch die Kombination von Multi-Modell-Bewertungen (FMECA, VED, ABC) mit eigenen ERP- und EAM-Daten sowie einem auf branchenspezifische Ausfallmuster abgestimmten Training lässt sich die tatsächliche Kritikalität auf Bauteilebene ermitteln. Dies ist eine Berechnung, die kein Mensch in diesem Umfang durchführen kann.
Die funktionale Disziplin ist ebenso wichtig wie das Modell. Ein Fachexperte überprüft die Bewertung, kann sie mit einer Begründung außer Kraft setzen, und diese Erkenntnisse werden im gesamten Werksnetzwerk verbreitet. Die Ebene auf Teilebene ist entscheidend dafür, dass nachgelagerte Strategien (Konfektionierung, Nachbestellpunkte, vorausschauende Auslöser) zuverlässig funktionieren.
Weitere Informationen zu den zugrunde liegenden Mechanismen finden Sie unter Bewertung der Kritikalität auf Bauteilebene und wie dies damit zusammenhängt Bewährte Verfahren für FMEA und FMECA.
Ebene 2: Die Planungsebene
Sobald die Kritikalität bewertet ist, verfügt die Planung über eine verlässliche Grundlage. Die nächsten drei Strategien setzen dieses Signal in vorgefertigte Komponenten, dynamische Lagerbestände und saubere Basisdaten um. Hier entsteht der Großteil der betrieblichen Verschwendung – oder wird vermieden.
3. Zusammenstellung von Bestands-Kits
Der Arbeitsablauf. Alle für einen Auftrag benötigten Teile werden als Bausatz zusammengestellt und bereitgestellt, bevor der Techniker den Arbeitsauftrag entgegennimmt.
Wo es bricht. Der Techniker trifft am Einsatzort ein und stellt fest, dass ein Teil fehlt, die falsche Größe hat oder bereits für einen anderen Auftrag ausgegeben wurde. Wertvolle Arbeitszeit geht durch Wege zum Lager verloren. In stark ausgelasteten Betrieben kann die Differenz zwischen geplantem und tatsächlichem Arbeitsbeginn bei einzelnen Aufträgen mehrere Stunden betragen.
Das übergeordnete Problem sind ungeplante Ausfallzeiten. Technisch gesehen sind die Ressourcen für den Auftrag vorhanden. Technisch gesehen befinden sich die Teile im Lager. Technisch gesehen ist der Arbeitsauftrag offen. Und dennoch steht die Produktion still, weil drei dieser technischen Voraussetzungen am Arbeitsplatz nicht zusammenkommen.
Warum die Konfektionierung fehlschlägt
Kommissionierlisten werden zu spät erstellt, Teile werden aufgrund doppelter Artikelnummern falsch zugeordnet, Bausätze werden ohne Überprüfung des aktuellen Lagerbestands zusammengestellt, und Ersatzteile werden nicht vorgeschlagen, wenn das Hauptteil nicht vorrätig ist. Der Techniker stellt dies erst vor Ort fest, nicht im Lager.
Wie das Zusammenstellen von Sets funktioniert
Das System liest den Arbeitsauftrag ein, ermittelt die benötigten Teile über eine präzise Stücklistenverknüpfung, überprüft die Verfügbarkeit anhand des aktuellen Lagerbestands, schlägt zugelassene Ersatzteile vor und bestätigt den physischen Standort, bevor der Auftrag eingeplant wird. Das Kit wird vor dem Einsatz des Technikers zusammengestellt.
Die softwaregestützte Lösung. Die Kommissionierung funktioniert nur, wenn die Bestandsdaten korrekt sind, die Stücklistenverknüpfung tatsächlich besteht und das System weiß, wo sich jedes Teil physisch in den einzelnen Werken befindet. Hier kommt Optimierung des Ersatzteilbestands muss sich bezahlt machen. Das Teil muss auffindbar sein, die Stückliste muss ausgewertet werden und der Lagerbestand muss korrekt sein.
MRO360 gleicht den Arbeitsauftrag mit der Stückliste der Anlage ab, überprüft die Verfügbarkeit der Teile anhand des Bestandsmoduls und stellt das Bausatzpaket bereit. Die Disziplin der Software für die MRO-Bestandsverwaltung Hier geht es weniger um ausgefallene KI, sondern vielmehr darum, das Lager als Teil des Arbeitsauftrags zu betrachten und nicht als separates Problem.
4. Festlegung des Nachbestellpunkts und des Sicherheitsbestands
Der Arbeitsablauf. Jedes Teil erhält einen Nachbestellauslöser und einen Puffer, der dazu dient, Nachfrageschwankungen während des Nachschubzeitraums auszugleichen.
Wo es bricht. Die Mindest- und Höchstbestände wurden vor Jahren in einem Workshop festgelegt und seitdem von niemandem mehr überprüft. Kritische Ersatzteile unterliegen denselben Bestandsrichtlinien wie gewöhnliche Verbrauchsmaterialien. Das Ergebnis ist das Schlimmste aus beiden Welten: Lieferengpässe bei wichtigen Teilen und Überbestände bei Teilen, die keine Rolle spielen.
Das übergeordnete Problem besteht darin, dass die statische Nachbestellungslogistik Sie doppelt bestraft. Sie bindet Betriebskapital für Teile, die Sie niemals benötigen werden, und setzt Sie einem Risiko aus, wenn es um Teile geht, auf die Sie nicht verzichten können. Beides sind versteckte Kosten, bis ein System der ersten Ebene wegen eines Teils ausfällt, das technisch gesehen „im Rahmen der Richtlinie“ lag.
Die Berechnung der Nachbestellmenge
Nachbestellpunkt = (durchschnittlicher Tagesverbrauch × Vorlaufzeit) + Sicherheitsbestand. Die Formel ist in Ordnung. Das Problem sind die Eingabewerte. Der Verbrauch schwankt je nach Produktionsvolumen. Die Vorlaufzeit schwankt je nach Lieferantenleistung. Der Sicherheitsbestand schwankt je nach Risikobereitschaft. Wenn die Eingabewerte veraltet sind, ist das Ergebnis in beide Richtungen falsch.

Die softwaregestützte Lösung. Dynamische Berechnung des Nachbestellpunkts bedeutet, dass die Eingaben in Echtzeit abgerufen werden. Der tatsächliche Verbrauch aus dem Bestandsmodul, die tatsächlichen Lieferzeiten aus der Lieferantenhistorie sowie ein nach Kritikalität gewichteter Sicherheitsbestand, der Ersatzteile der ersten Stufe großzügig und Standardersatzteile konservativ puffert.
MRO360 schließt zudem den Kreislauf, sobald ein Teil den Schwellenwert unterschreitet. Das System macht auf die Lücke aufmerksam, empfiehlt eine Beschaffungsanforderung oder schlägt eine werksübergreifende Bestandsübertragung vor, wenn das Teil an einem anderen Standort ungenutzt vorrätig ist. Die Berechnungen sind zuverlässig, da die zugrunde liegenden Daten in Echtzeit vorliegen, und die Maßnahmen erfolgen systematisch, da das System nicht darauf wartet, dass jemand den Mangel bemerkt.
5. Verknüpfung von Ersatzteilstammdaten und Stücklisten
Der Arbeitsablauf. Jeder Teiledatensatz ist bereinigt, von Duplikaten befreit, korrekt kategorisiert und eindeutig mit den zugehörigen Anlagen verknüpft.
Wo es bricht. Das gleiche Lager ist unter vier verschiedenen Bezeichnungen verzeichnet, von denen zwei falsch geschrieben sind. Drei dieser Datensätze weisen einen Lagerbestand von Null auf, einer einen Überschuss, doch der Planer kann nicht feststellen, welcher davon korrekt ist. Die Stückliste im EAM ist unvollständig, sodass der Planer selbst bei Auffinden des Teils nicht sicher sein kann, ob es passt.
Das übergeordnete Problem besteht darin, dass jede der oben genannten Strategien stillschweigend von sauberen Daten ausgeht. Die Kritikalitätsbewertung erfordert eine zuverlässige Teileidentifikation. Die Konfektionierung benötigt eine genaue Verknüpfung mit der Stückliste. Die Nachbestellungsberechnungen erfordern eine deduplizierte Verbrauchsgeschichte. Wenn die Grundlage unsauber ist, erbt jede nachgelagerte Strategie diesen Mangel, ganz gleich, wie ausgefeilt die darüber liegenden Analysen auch sein mögen.
Die softwaregestützte Lösung. Hier ist der Stammdatenverwaltung für die Instandhaltung Diese Ebene hat ihren Platz verdient. Durch automatisierte Normalisierung werden doppelte Datensätze aus Altbeständen entfernt. Die agentenbasierte Anreicherung ergänzt fehlende Attribute durch die Auswertung von OEM-Katalogen und Stücklisten. Der semantische Abgleich erkennt, dass „BRG 6205 ZZ“ und „Rillenkugellager 6205-2Z“ dasselbe physische Bauteil bezeichnen.
Die MDM Suite Harmonize-Modul bereinigt das Erbe und das Integritätsmodul wird bei der Erstellung auf jeden neuen Datensatz angewendet, damit die Grundlage nicht erneut verfälscht wird. MRO360 übernimmt anschließend die Verknüpfung der Stücklisten und wertet die Stücklistendokumente der Anlagen selbstständig aus, um präzise Beziehungen zwischen Bauteilen und Anlagen herzustellen.
Dies ist das Fundament, kein bloßer Zusatz. Stellen Sie es als die Grundlage dar, die alle darüber und darunter liegenden Strategien glaubwürdig macht. Ausführlichere Informationen zu dem zugrunde liegenden Ansatz finden Sie in unseren Artikeln zu wie man Ersatzteildaten bereinigt und MRO-Datentaxonomie.

Tabellenkalkulationskataloge, implizites Wissen, doppelte Datensätze, für die niemand verantwortlich ist. Stücklisten liegen als PDF-Dateien in gemeinsam genutzten Laufwerken.
ERP-Materialstamm mit regelbasierter Dublettenbereinigung. Regelmäßige Bereinigungsprojekte. Stücklisten werden hochgeladen, jedoch nur selten mit dem aktuellen Lagerbestand verknüpft.
Agentenbasierte Anreicherung, semantische Zuordnung, automatische Stücklistenauswertung, kontinuierliche Steuerung durch Integrity-Workflows.
Gehen Sie gemeinsam mit unserem Team Ihre aktuellen Wartungsdaten, Stücklistenverknüpfungen und Bestandslage durch. Wir werden Ihre elf Strategien anhand des Reifegradmodells und Ihrer eigenen Unterlagen analysieren und Ihnen aufzeigen, wo MRO360 und die MDM Suite entscheidende Verbesserungen bewirken können.
Verdantis ist stolz darauf, der vertrauenswürdige Partner von führenden Organisationen auf der ganzen Welt zu sein.
Von Fortune 500-Unternehmen bis hin zu Branchenpionieren vertrauen unsere Kunden auf unsere MDM-Lösungen






Ebene 3: Die Ausführungsebene
Entscheidung und Planung gehen in die Umsetzung über. An dieser Stelle kommen die bereinigten Daten, das Kit, der Kritikalitätswert und das Vorhersagesignal entweder auf der Anlage zusammen – oder eben nicht.
6. Terminierung von Arbeitsaufträgen
Der Arbeitsablauf. Aufträge werden unter Berücksichtigung von drei Einschränkungen gleichzeitig eingeplant: Verfügbarkeit von Arbeitskräften, Verfügbarkeit von Bauteilen sowie Anlagen- oder Produktionsfenster.
Wo es bricht. Aufträge werden eingeplant, ohne dass überprüft wird, ob die Teile vorrätig sind, oder ohne dass ein Zeitfenster für die Verfügbarkeit der Anlagen seitens des Betriebs vorliegt. Die Teams treffen an einer laufenden Produktionslinie ein, die nicht abgeschaltet werden kann, oder an einem Teil, das sich noch im Transport befindet. Geplante und ungeplante Arbeiten überschneiden sich, und der Planer muss in Echtzeit umdisponieren.
Das übergeordnete Problem besteht darin, dass die Terminplanung die sichtbarste Fehlerquelle in der Instandhaltung darstellt. Wenn eine Arbeitsgruppe nicht weiterarbeiten kann, wissen drei Teams innerhalb einer Stunde davon, und das Vertrauen in Instandhaltungsplanung breitet sich in der gesamten Anlage aus.
Die softwaregestützte Lösung. Eine einschränkungsorientierte Terminplanung, die die Verfügbarkeit von Teilen anhand der Konfektionierungsebene überprüft, den geplanten und ungeplanten Bedarf ausgleicht und sich am aktuellen Bestandsstatus orientiert. Das zugrunde liegende Prinzip entspricht dem der Flugsicherung: Das System gibt einen Auftrag erst dann frei, wenn alle drei Einschränkungen gleichzeitig erfüllt sind.
7. Vorausschauende Auslösung von Arbeitsaufträgen
Der Arbeitsablauf. Ein Zustandssignal aus dem IIoT oder SCADA löst einen Arbeitsauftrag aus, bevor die Anlage ausfällt, nicht erst danach.
Wo es bricht. Die Sensordaten werden – mitunter unter hohem Kostenaufwand – erfasst, sind jedoch nicht in die Wartungs- und Bestandsverwaltungsabläufe eingebunden. Eine Schwingungsabweichung löst eine Warnmeldung im Zustandsüberwachung Das wird im Dashboard angezeigt, es wird jedoch kein Arbeitsauftrag erstellt, die Vorabplatzierung von Teilen wird nicht ausgelöst und die Nachbestellberechnung wird nicht aktualisiert. Der prognostizierte Ausfall tritt ein, es wird jedoch kein Ersatzteil bereitgestellt.
Das grundlegende Problem besteht darin, dass die vorausschauende Instandhaltung nur eine begrenzte Rentabilität aufweist, sofern die Signale nicht in die Bestandsplanung und die Ausführung einfließen. Ein korrekt vorhergesagter Ausfall, für den kein Ersatzteil vorrätig ist, führt dennoch zu einem Bestandsengpass.
Das Signal endet hier
Sensordaten weisen auf eine Anomalie hin. Ein Zuverlässigkeitsingenieur sieht dies auf einem Dashboard. Das Wartungssystem, das Bestandsverwaltungssystem und das Lieferantenportal hingegen nicht.
Das Signal wird weitergeleitet
Die Anomalie erstellt einen Arbeitsauftrag mit einer prognostizierten Ausfallart, ermittelt die wahrscheinlich betroffenen Teile und stellt diese über die Kommissionier- und Nachbestellungsebenen bereit. Die Ausführung ist bereits vorbereitet, bevor der Ausfall eintritt.
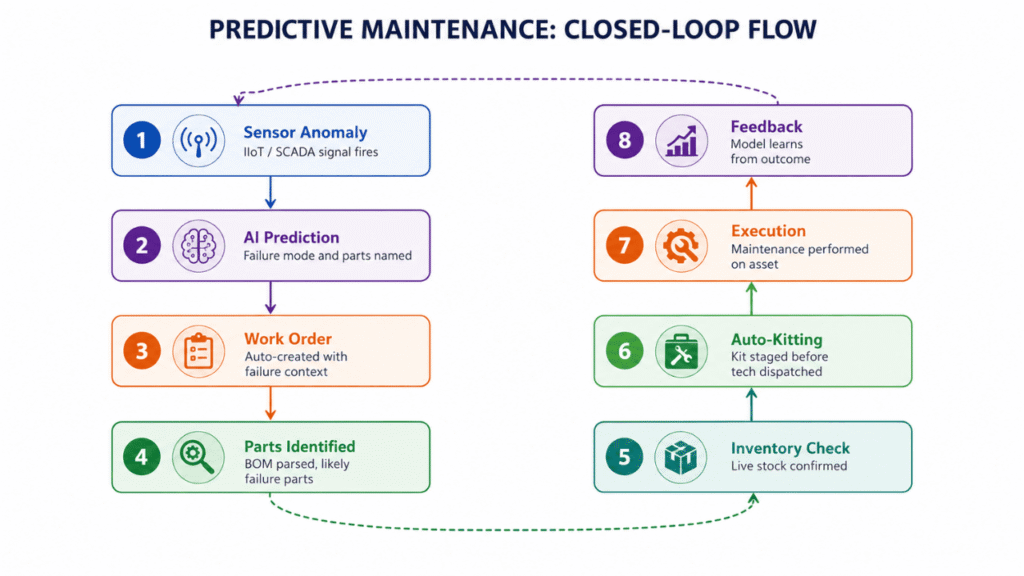
Die softwaregestützte Lösung. Die Sensordaten fließen in ein Ausfallvorhersagemodell ein, das die wahrscheinlich ausfallenden Teile identifiziert. Diese Teile werden über den Kitting-Workflow bereitgestellt und in die Nachbestellberechnung einbezogen. Weitere Informationen dazu finden Sie unter Datenebene für die vorausschauende Instandhaltung wie das konkret aussehen muss, damit dies praktikabel ist, und auf der Vorbeugende vs. vorausschauende Wartung eine Unterscheidung, die in der Praxis oft verschwimmt.
Dies ist eines der besten Beispiele dafür, wie KI-Agenten und funktionales Fachwissen zusammenwirken. Das Modell identifiziert die Teile, bei denen ein Ausfall wahrscheinlich ist. Der Zuverlässigkeitsingenieur überprüft die Vorhersage. Der Wartungsplaner stellt das Ersatzteil-Set bereit. Keiner von ihnen übernimmt die Aufgaben der anderen.
Ebene 4: Die Optimierungsebene
Die ersten drei Ebenen sorgen für den Ablauf des Betriebs. Die vierte sorgt für die Optimierung. Dies sind die Strategien, mit denen Sie das in Ihrem Lager gebundenes Betriebskapital aufspüren, die in Ihrem Katalog verborgenen Substitutionsmöglichkeiten entdecken, die in Ihrer Einkaufshistorie schlummernden Lieferantenmuster aufdecken und die Überschüsse ausfindig machen, die nur 50 Meilen von einem Lagerengpass entfernt liegen.
8. Rationalisierung von Lagerüberhängen und Restbeständen
Der Arbeitsablauf. Der Lagerbestand wird regelmäßig überprüft, um Teile zu identifizieren, die sich nicht verkauft haben und wahrscheinlich nicht mehr vorrätig gehalten werden sollten.
Wo es bricht. Die Überprüfung erfolgt nur gelegentlich und wird oft eher durch eine Frage des Finanzvorstands als durch einen festgelegten Prozess ausgelöst. Teile, die seit Jahren nicht mehr bewegt wurden, befinden sich immer noch im Lager, da niemand sicher ist, ob es sich um ein wichtiges Ersatzteil, ein veraltetes Modell oder einfach um etwas handelt, das in Vergessenheit geraten ist.
Das 25-Prozent-Problem
Branchenstudien beziffern den Anteil an ungenutzten Lagerbeständen durchweg auf etwa ein Viertel des gesamten MRO-Bestands. Das bedeutet gebundenes Betriebskapital, Lagerfläche, Versicherungskosten und Prüfungsrisiken für Teile, die niemals zum Einsatz kommen werden. In einem Werksnetzwerk mit einem MRO-Bestand im Wert von mehreren zehn Millionen Dollar ist die Belastung erheblich.
Die softwaregestützte Lösung. Die Klassifizierung nach fortlaufender Bewegung (schnell, langsam, inaktiv) kennzeichnet Überschüsse und veraltete Ersatzteile sobald sie sich im Lager ansammeln, nicht erst zum Jahresende. Das System empfiehlt die geeignete Maßnahme: Rücksendung an den Lieferanten, Verwertung als Restwert oder Umbuchung an ein anderes Werk, das das Teil aktiv verbraucht.
Das übergeordnete Problem, das hier gelöst wird, ist der „stille Kapitalverlust“. Niemand bemerkt ein Teil, das sich nicht bewegt hat. Das System muss die Aufmerksamkeit auf sich lenken, indem es denjenigen, die handeln können, entsprechende Hinweise anzeigt. Das Analyse der MRO-Ausgaben Auf dieser Ebene wird dies zu einer Diskussion auf Vorstandsebene.
9. Standardisierung und Austausch von Ersatzteilen
Der Arbeitsablauf. Austauschbare Teile werden in einem Standarddatensatz zusammengefasst. Geeignete Ersatzteile werden identifiziert und gemeinsam gelagert, sodass ein Lieferengpass bei einem Teil die Arbeit nicht zum Stillstand bringt, wenn ein anderes Teil diese Aufgabe übernehmen kann.
Wo es bricht. Derselbe Artikel ist unter mehreren Artikelnummern gelistet, da er von drei verschiedenen OEMs unter drei unterschiedlichen Codes geliefert wird und ein vierter Code aus einer Übernahme stammt. Funktional identische Alternativen liegen im Lager, doch der Planer kann sie nicht erkennen, da sie nicht miteinander verknüpft sind.
Das übergeordnete Problem ist eine Überbestellung, die durch unsichtbare Lagerbestände verursacht wird. Der Ersatzartikel ist vorrätig. Das System zeigt jedoch an, dass dies nicht der Fall ist. Das Werk bestellt das Originalteil trotzdem und bezahlt somit für zwei Teile, die denselben Zweck erfüllen.
Die softwaregestützte Lösung. Semantische Abgleich- und Substituierbarkeitsanalysen erfassen funktionale Äquivalente über Kataloge, Erstausrüster und Beschaffungsdaten hinweg. Das Modell nutzt dieselbe Art von Ersatzteilklassifizierung sowie Taxonomiearbeiten, die die MDM-Ebene unterstützen, jedoch eher auf Interoperabilität als auf Identität ausgerichtet sind.
Dies ist eine der Strategien, bei denen die KI Aufgaben bewältigt, die für einen Menschen praktisch unmöglich sind. Kein Planer kann sich dreißigtausend Teiledaten und deren herstellerübergreifende Äquivalente merken. Der Agent hingegen kann dies.
10. Lieferantenzuverlässigkeit und Lieferzeitmanagement
Der Arbeitsablauf. Die Lieferantenleistung und die tatsächlichen Durchlaufzeiten werden erfasst, und diese Daten fließen in die Berechnungen für Nachbestellungen und Sicherheitsbestände ein.
Wo es bricht. Die Nachbestellformel stützt sich auf die Lieferzeit, die im Lieferantenkatalog angegeben oder in der ursprünglichen Bestellung aufgeführt ist. Die tatsächlichen Lieferzeiten weichen jedoch ab, manchmal saisonbedingt, manchmal strukturell bedingt. Die Berechnung basiert auf einer Zahl, die seit zwei Jahren nicht mehr zutrifft.
Das grundlegende Problem ist eine Pufferlogik, die auf dem Papier stimmt, in der Praxis jedoch fehlschlägt. Entweder ist der Sicherheitsbestand zu knapp, sodass es zu Lieferengpässen kommt, oder er ist zu groß, sodass Sie Lagerbestände vorhalten, die Sie nicht benötigen. Beides ist darauf zurückzuführen, dass man sich auf die Lieferzeiten aus dem Katalog verlässt.
Annahme zur Vorlaufzeit
Die Nummer im Lieferantenkatalog. Wird in der Nachbestellformel verwendet. Wird nur selten aktualisiert. Berücksichtigt weder saisonale Schwankungen noch regionale Störungen oder die Tatsache, dass ein Lieferant seit sechs Monaten stillschweigend um zehn Tage in Verzug gerät.
Tatsächliche Lieferzeit
Wird live auf Basis der Bestellhistorie berechnet. Aufgeschlüsselt nach Lieferant, Region und Teilkategorie. Wird automatisch in die Nachbestellberechnung einbezogen, sodass der Sicherheitsbestand der tatsächlichen Situation entspricht und nicht nur ein theoretischer Wert aus dem Prospekt ist.
Die softwaregestützte Lösung. Echtzeit-Kennzahlen zu Durchlaufzeiten und Zuverlässigkeit werden aus dem ERP-Transaktionsverlauf extrahiert und in die Nachbestellungs-Engine eingespeist. Die Berechnung der Sicherheitsbestände wird dadurch realitätsnah. Dieselben Daten werden auch in MRO-Beschaffungsstrategien sowie Lieferanten-Scorecards, damit Beschaffungsentscheidungen nicht mehr von persönlichen Beziehungen, sondern von der Leistung bestimmt werden.
Auch der funktionale Bereich ist erwähnenswert. Lieferanten-Governance über die MDM-Ebene (siehe Lieferantenstammdatenverwaltung) stellt sicher, dass der Lieferanteneintrag selbst fehlerfrei, bereinigt und korrekt ist, bevor Leistungsdaten damit verknüpft werden.
11. Zusammenfassung von Beständen über mehrere Werke hinweg und Bestandsumbuchung
Der Arbeitsablauf. Das Werksnetzwerk wird als ein einziges Lager betrachtet. Ein an einem Standort ungenutztes Teil deckt den Bedarf an einem anderen Standort, bevor eine neue Bestellung aufgegeben wird.
Wo es bricht. Jedes Werk verwaltet seinen eigenen Lagerbestand, ohne dass eine standortübergreifende Übersicht besteht. Ein Werk stellt eine Eilbestellung für ein kritisches Teil auf, das seit neun Monaten ungenutzt in einem 50 Meilen entfernten Schwesterwerk lagert. Die Bestellung wird ausgeführt, das Teil wird doppelt beschafft, und das Überbestands-Problem im Schwesterwerk verschärft sich.
Das übergeordnete Problem besteht darin, dass sich das Netzwerk wie eine Ansammlung von Silos verhält, obwohl es sich wie ein Gesamtportfolio verhalten sollte. Jedes Werk optimiert lokal. Das Netzwerk zahlt dafür global den Preis.
Die softwaregestützte Lösung. Netzwerkweite Bestandsübersicht, wobei die Teileidentifikation so eindeutig ist (siehe Strategie 5), dass das System tatsächlich erkennt, dass dasselbe Teil an zwei Standorten unter unterschiedlichen SKUs vorrätig ist. Bei Bedarf zeigt das System die Möglichkeit einer Umlagerung an, noch bevor eine Beschaffungsanforderung gestellt wird. Dies ist eine der wirkungsvollsten Maßnahmen, die in MRO-Bestandsverwaltungund, sobald die Stammdatenbasis geschaffen ist, konzeptionell eine der einfachsten Lösungen.
Die Reifeleiter, die sich durch alle elf zieht
Betrachtet man die elf Strategien im Zusammenhang, zeichnet sich ein einheitliches Muster ab. Sie scheitern nicht, weil es sich um falsche Strategien handelt. Sie scheitern, weil sie auf einem Reifegrad umgesetzt werden, den das Unternehmen bereits hinter sich gelassen hat.
Der Übergang von manuell zu systematisiert ist der Übergang von Menschen zu Systemen. Die Arbeit, die bisher im Kopf einer Person angesiedelt war, wird in das CMMS, das ERP und das Anlagenverzeichnis übertragen. Das System ist skalierbar. Aber es denkt noch nicht.
Der Übergang von „systematisiert“ zu „intelligent“ ist der interessantere – und zugleich der schwierigere. Es ist der Wechsel von statischer Logik zu dynamischen Entscheidungen. Von Regeln, die vor zwei Jahren richtig waren, hin zu Schlussfolgerungen, die anhand der heutigen Daten neu berechnet werden. Von jährlichen Workshops hin zu kontinuierlicher Anpassung. Von Planern, die die schwere analytische Arbeit verrichten, hin zu Planern, die die Beurteilungsarbeit leisten, für die tatsächlich ein Mensch benötigt wird.
Bei diesem zweiten Schritt hören KI-native Software und funktionales Fachwissen auf, getrennte Themen zu sein. Die Agenten übernehmen die Aufgaben, die Menschen nicht in großem Maßstab bewältigen können (Bewertung, Klassifizierung, Analyse, Abgleich über Millionen von Datensätzen hinweg).
Die Zuverlässigkeitsingenieure, Planer und Beschaffungsleiter übernehmen die Aufgaben, die die Mitarbeiter nicht bewältigen können (Kontext, Übersteuerung, Ausrichtung auf geschäftliche Prioritäten). Wenn dieses Gleichgewicht herrscht, sind die elf Strategien nicht mehr elf separate Reifungslücken, sondern verhalten sich wie ein einheitliches Betriebssystem.
Der ehrliche Ausgangspunkt
Die meisten Unternehmen müssen nicht alle elf Strategien gleichzeitig auf die Stufe „Intelligent“ bringen. Der richtige Ansatzpunkt besteht in der Regel darin, die zwei oder drei Strategien zu identifizieren, die sich noch auf der Stufe „Manuell“ befinden oder auf der statischen Stufe „Systematisiert“ feststecken, die ihnen zugrunde liegenden Stammdaten zu korrigieren und den Rest der Reihe nach folgen zu lassen. Der Weg zur Reife ist wichtiger als der Reifegrad an sich.



