

FMEA: Die Grundlage des Zuverlässigkeits-Engineering
Seit Jahrzehnten suchen Industrieunternehmen nach einem systematischen Weg, um Betriebsausfälle vorherzusagen, zu verhindern und abzumildern.
Die schieren Kosten ungeplanter Ausfallzeiten in anlagenintensiven Branchen, die sich oft in Millionenhöhe pro Stunde bewegen, erforderten einen proaktiven Ansatz für die Wartungs- und Bestandsverwaltungsstrategie.
Ironischerweise hatte jeder Versuch, diese Herausforderungen zu entschärfen, einen kontraintuitiven Effekt, der sich in Form von überschüssigen Lagerbeständen manifestierte, was zu Verschwendung, Problemen mit der Veralterung von Teilen und/oder Anlagen führte.
Dieses Bedürfnis nach Zuverlässigkeit führte zu strukturierten Analysemethoden, die auch subjektive Aspekte wie die Kritikalität zu erfassen versuchten. Die nachhaltigste dieser Methoden ist die Fehlermöglichkeits- und Einflussanalyse (FMEA)
Kurze Geschichte und die Notwendigkeit einer FMEA
Es ist allgemein anerkannt, dass das Konzept der FMEA in den späten 1940er Jahren im US-Militär im Rahmen eines Verfahrens formalisiert wurde, das als MIL-P-1629.
Sie wurde entwickelt, um sicherzustellen, dass mögliche Fehlfunktionen von Geräten und die daraus resultierenden Auswirkungen bei der Konzeption und Entwicklung militärischer Systeme systematisch berücksichtigt werden.
Sein Erfolg in anspruchsvollen Umgebungen - das Apollo-Raumfahrtprogramm ist das beste Beispiel dafür - zementierte seinen Platz als Eckpfeiler der Qualitäts- und Zuverlässigkeitstechnik.
Warum die Idee Sinn macht
Die FMEA ist leistungsstark, weil sie eine strenge, teambasierte Disziplin erzwingt. Sie zwingt Ingenieure und Wartungsfachleute dazu, drei grundlegende Fragen zu jeder Komponente oder jedem Prozessschritt zu stellen:
"Wie kann diese Maschine ausfallen?"
Gibt an, auf welche Weise eine Komponente ihre vorgesehene Funktion nicht mehr erfüllt.
"Was sind die Konsequenzen dieses Versagens?"
Ordnet den Fehler einem Ergebnis auf Unternehmensebene zu: Produktionsausfall, Sicherheitsrisiko, Umweltbelastung.
"Warum sollte es scheitern?"
Ermittelt die Grundursache, Materialermüdung, Prozessabweichung, Lieferantenqualität, um gezielte Prävention zu ermöglichen.
Durch die Einführung dieser Struktur verwandelt die FMEA die Bewertung der Kritikalität von einer Vermutung in einen dokumentierten, überprüfbaren Prozess, was für das Management komplexer Maschinen und industrieller Abläufe einen gewaltigen Sprung nach vorne bedeutete.
Der FMEA-Prozess: Kalkulation und Praxis in Unternehmen
Im Kern ist die FMEA eine qualitative und halbquantitative Methode, die die Risikoprioritätszahl (RPZ) für jeden potenziellen Ausfallmodus bewertet.
Diese RPZ ist der Mechanismus, mit dem Unternehmen ihre Instandhaltungs- und Inventarisierungsbemühungen priorisieren.
Wie wird sie in der Praxis von Unternehmen berechnet?
Die RPN ist das Produkt aus drei separaten Werten, die in der Regel auf einer Skala von 1 bis 10 bewertet werden:
Die RPN-Formel
In der Praxis wird jeder Faktor von einem funktionsübergreifenden Team aus Wartung, Betrieb und Technik bewertet. Die sich daraus ergebende RPZ diktiert dann die Priorität der Abhilfemaßnahmen: Änderung der Konstruktion, Überarbeitung der Wartungspläne oder Bevorratung eines Ersatzteils.
Einige Beispiele und Nuancen zu diesem Ansatz
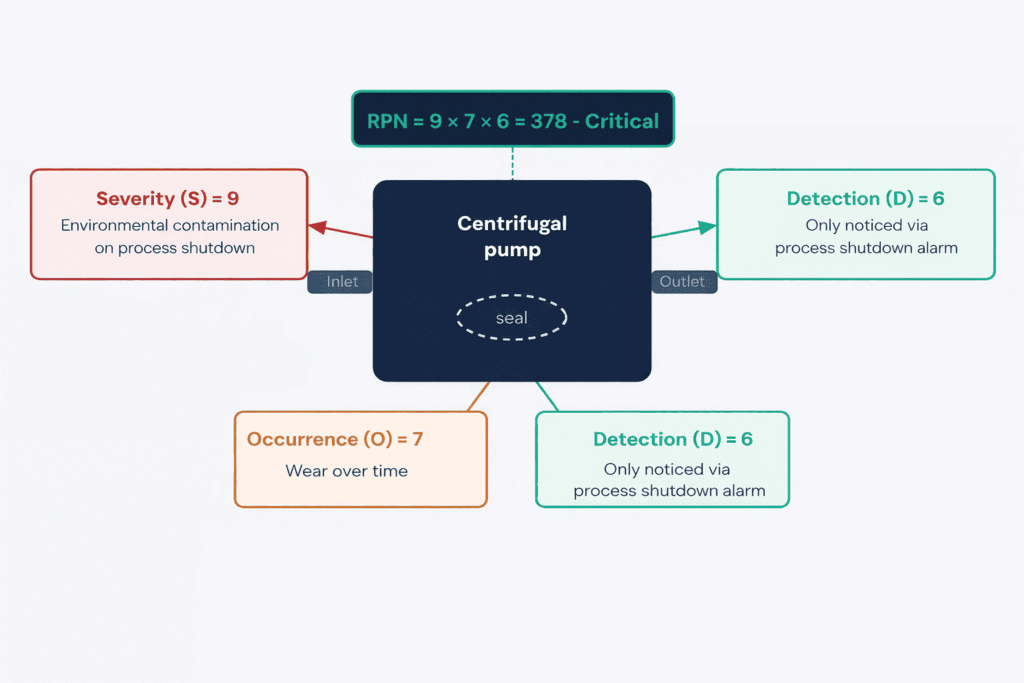
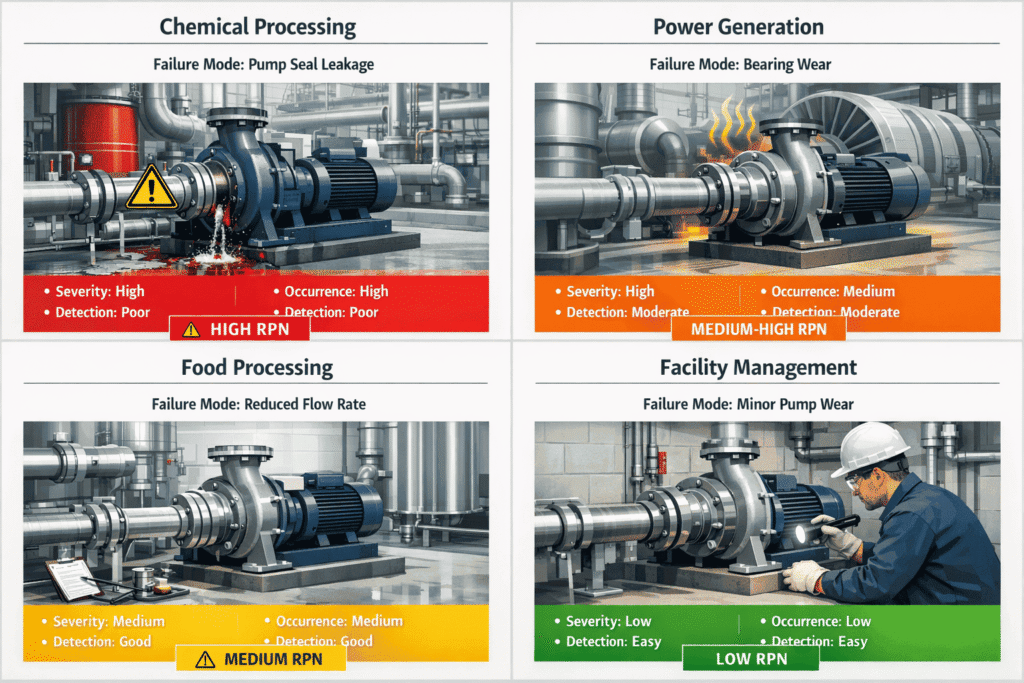
- Hohe RPN: Ein Versagen der Pumpendichtung (hohes Vorkommen), das zu einer Verunreinigung der Umwelt führt (hoher Schweregrad) und nur durch einen Prozessabschaltalarm bemerkt wird (niedriger Erkennungswert, d.h. die Erkennungsmethode ist schlecht). Dies erfordert sofortiges Handeln mit hoher Priorität.
Niedrige RPN: Nehmen wir den Ausfall einer Lagerhausbeleuchtung. Zwar fallen gelegentlich Glühbirnen aus (mäßiges Auftreten), aber die betrieblichen Auswirkungen sind minimal, da die Beleuchtung schnell wiederhergestellt werden kann (geringer Schweregrad) und Ausfälle bei Routineinspektionen leicht zu erkennen sind (gute Erkennung).
Nehmen wir eine Zentrifugalpumpendichtung in einer chemischen Verarbeitungsanlage. In der folgenden Tabelle sehen Sie eine reale FMEA-Übung mit drei verschiedenen Fehlerszenarien:
| Komponente | Fehlermodus | Wirkung | S | O | D | RPN | Priorität |
|---|---|---|---|---|---|---|---|
| Pumpe Dichtung | Leckage aufgrund von Verschleiß | Umweltverschmutzung; Stilllegung der Produktion | 9 | 7 | 6 | 378 | Kritisch |
| Laufrad | Kavitationserosion | Reduzierte Durchflussrate; allmählicher Leistungsverlust | 6 | 5 | 4 | 120 | Medium |
| Lagergehäuse | Überhitzung durch fehlende Schmierung | Festfressen des Lagers; ungeplante Ausfallzeit | 8 | 3 | 5 | 120 | Medium |
| Kupplung | Müdigkeit aufgrund von Ausrichtungsfehlern | Vibration; geringer Effizienzverlust | 4 | 4 | 3 | 48 | Niedrig |
| Motorwicklungen | Ausfall der Isolierung | Motorausfall; vollständiger Produktionsausfall | 10 | 2 | 2 | 40 | Niedrig |
Die FMEA wird sowohl auf Entwurf (D-FMEA)die sich auf das Design von Produkten oder Anlagen konzentrieren, und Prozess (P-FMEA), die sich auf Herstellungs- oder Wartungsprozesse konzentrieren. Bei anlagenintensiven Betrieben liegt der Schwerpunkt in der Regel auf dem Ausfall der Anlage selbst, was direkt in die Bewertung der Kritikalität von Vermögenswerten und damit auch die MRO-Bestandsstrategie.
Der positive Einfluss der FMEA in der industriellen Instandhaltungsumgebung
Die FMEA hilft grundlegend bei anlagenintensiven Operationen, indem sie einen potenziellen mechanischen Fehler mit einer Konsequenz auf Unternehmensebene verknüpft, wie z.B. Produktionsausfall, Sicherheitsrisiko oder erhöhte Kosten.
Es konzentriert die begrenzten Wartungsressourcen auf die Geräte und Ausfallarten mit dem höchsten Risiko. Zuverlässigkeits- und Wartungsexperten können die Prioritäten für die Wartungspläne leicht festlegen, wenn sie mathematisch über Tausende von Anlagen und Ersatzteilen ausgedrückt werden.
Es fördert die Erstellung robuster präventiver und vorausschauender Wartungsaufgaben. Die Institutionalisierung einer solchen Praxis erzwingt auch eine saubere Dokumentation, Prüfung und Rechtfertigung für die Priorisierung von Wartungs- und Asset-Management-Aufgaben.
Sie ist einer der wichtigsten Inputs für die Bestimmung der MRO (Wartung, Reparatur und Betrieb) Kritizität der Ersatzteile. Kritische Teile, die durch FMEA-Bewertungen mit hohem Schweregrad identifiziert wurden, müssen mit aggressiven Sicherheitsbeständen gelagert werden, um kostspielige Ausfallzeiten zu vermeiden.
Ersetzt Stammeswissen und Bauchgefühl-Entscheidungen durch einen standardisierten, überprüfbaren Prozess, der in regulierten Branchen wie Luft- und Raumfahrt, Pharmazeutik sowie Öl und Gas von entscheidender Bedeutung ist.
Wer ist Eigentümer des FMEA-Prozesses?
In der Praxis ist die Verantwortung für die FMEA auf drei Funktionen verteilt, von denen jede eine eigene Perspektive auf die Kritikalität einbringt:
Führt die Analyse durch und ist für die daraus resultierenden Wartungspläne verantwortlich. Bringt eine technische Sichtweise auf die Ausfallwahrscheinlichkeit ein, die auf Erfahrungswerten und technischem Urteilsvermögen.
Bietet einen Überblick über den Schweregrad der Ausfallzeit und ihre Auswirkungen auf die Produktion. Besitzt in der Regel den S-Score und stellt die geschäftlichen Folgen eines Ausfalls.
Steuert die Dokumentation und Standardisierung des FMEA-Prozesses im gesamten Unternehmen und stellt die Konsistenz der Bewertung in allen Werken und Linien.
Aufgrund der Komplexität der Unternehmensabläufe ist es schwierig, den genauen Eigentümer (und die wichtigsten Stakeholder, Einflussnehmer) des Prozesses zu ermitteln. Im Allgemeinen kann man jedoch davon ausgehen, dass die oben genannten Stakeholder in der Regel beteiligt sind und sich für diese Initiativen einsetzen.
Verwandte Methodologien
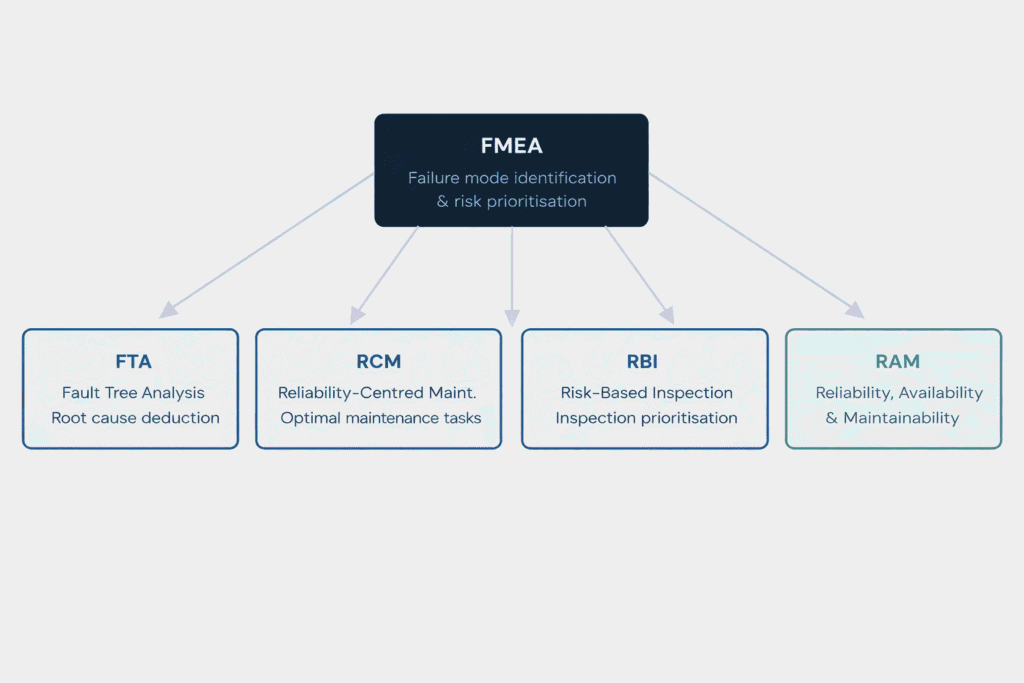
FMEA-Bewertungen werden selten in einem Vakuum durchgeführt. Sie wird oft in Verbindung mit anderen Zuverlässigkeits- und Wartungsmethoden durchgeführt, die nicht unbedingt mit Kritikalitätsstudien verbunden sind, aber dennoch wichtig sind
Fehlerbaumanalyse
Eine deduktive Top-Down-Methode zur Ermittlung der Ursachen eines Problems bekannt Versagen. Während die FMEA fragt: "Was kann schief gehen?", geht die FTA von einem Fehler aus und fragt: "Warum ist er passiert?" - komplementäre Ansätze für dieselbe Herausforderung.
Zuverlässigkeitsorientierte Wartung
Eine ganzheitliche Methodik, die die FMEA als zentralen Input verwendet, um ein optimales Wartungsprogramm auf der Grundlage des Funktionsausfalls von Anlagen zu entwickeln. RCM bestimmt was Wartungsarbeiten notwendig sind; die FMEA sagt Ihnen warum sie sind.
Risikobasierte Inspektion
Priorisiert Inspektionsaktivitäten auf der Grundlage der Folgen und der Wahrscheinlichkeit eines Ausfalls der Ausrüstung. Dies ist eng mit den FMEA-Prinzipien verwandt, aber auf statische Ausrüstung wie Druckbehälter, Rohrleitungen und Tanks in der Prozessindustrie zugeschnitten.
Zuverlässigkeit, Verfügbarkeit und Wartungsfreundlichkeit
Beliebte Kritiken & Die unbeabsichtigten Folgen FMEA
Während die FMEA eine notwendige Struktur lieferte, ist ihre Abhängigkeit von der RPZ-Berechnung in der Ära der KI und der multivariablen Datenanalyse zu ihrer größten Einschränkung geworden.
Das Kernproblem ist, dass die FMEA eine rudimentäre, menschenzentrierte und statische Bewertung ist, die die Nuancen komplexer Wartungs- und Produktionsabläufe nicht berücksichtigt.
Zwei völlig unterschiedliche Ausfallszenarien können dieselbe RPZ ergeben, und nichts in der Formel sagt Ihnen, auf welches Sie zuerst reagieren müssen.
Der RPN-Fehlschluss
Der RPN-Fehler (Axiomatic Flaw): Es besteht ein grundlegender mathematischer Fehler, wenn zwei völlig unterschiedliche Szenarien die gleiche RPZ ergeben können.
Zum Beispiel erhält ein Ausfall mit S=10, O=1, D=1 (RPZ=10) die gleiche Priorität wie S=1, O=10, D=1 (RPZ=10).
Es kann sein, dass das Team dem Problem mit hohem Aufkommen und geringem Schweregrad Vorrang vor dem seltenen, katastrophalen Problem einräumt, nur weil die Zahlen gleich sind, was zu einer Fehlallokation von Ressourcen führt.
Die Gewichtung der einzelnen Parameter kann bei der Priorisierung ein wenig helfen, aber dies wird wahrscheinlich einen Spillover-Effekt haben, der die Zuverlässigkeit der Bewertungen für andere Sachanlagen/Ersatzteile verwässern kann.
Subjektivität und Datenknappheit: Die drei RPN-Bewertungen beruhen oft auf dem Konsens des Teams und dem Wissen des Stammes, nicht auf objektiven Echtzeitdaten.
Diese Subjektivität führt zu uneinheitlichen Kritikalitätsbewertungen in verschiedenen Werken oder sogar innerhalb desselben Werks, was eine globale Bestandsoptimierung unmöglich macht.
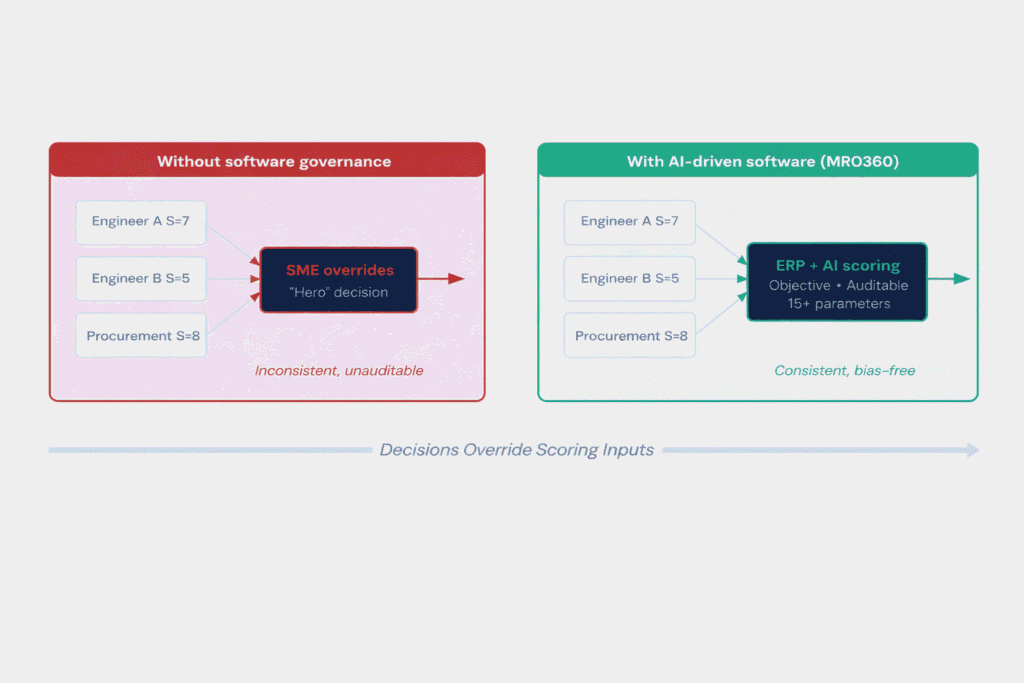
Dieses Problem wird durch konkurrierende Teams (die Instandhaltung will die Überbestände erhöhen, die Beschaffung will die überhöhten Ausgaben kontrollieren) und den "Helden"-Effekt noch verschärft, bei dem ein letzter Entscheidungsträger oder Fachexperte die Bewertung trotz anderer kritischer Indikatoren außer Kraft setzt.
Statische Bewertung: Die FMEA wird in der Regel einmal durchgeführt und selten überprüft. Dynamische Faktoren werden dabei nicht berücksichtigt:
- Produktionsplanung in Echtzeit (z.B. ist das Asset heute wichtiger, weil es zu einem Produktionslauf mit hoher Priorität gehört).
- Veränderte Vorlaufzeiten der Lieferanten (ein unkritisches Teil wird kritisch, wenn seine Vorlaufzeit von 2 Wochen auf 9 Monate ansteigt).
- Schwankungen bei der Ersetzbarkeit von Ersatzteilen (ein Teil ist nur dann kritisch, wenn keine Alternative verfügbar ist).
Über 80% der Industrieunternehmen hatten in den letzten drei Jahren ungeplante Ausfallzeiten, wobei jeder Vorfall durchschnittlich vier Stunden dauerte, was darauf hindeutet, dass trotz weit verbreiteter FMEA werden kritische Ausfälle weiterhin übersehen. Siemens, Wahre Kosten der Ausfallzeit 2024
Die Folgen der ungenauen Einschätzungen
Im MRO-Bestand führt diese fehlerhafte Kritikalität zu einem doppelten, kostspieligen Problem:
Anlagen mit hohem Risiko, die von einer subjektiven RPZ als 'mittleres Risiko' eingestuft werden, verursachen bei ihrem Ausfall katastrophale Ausfallzeiten, die zu Produktionsausfällen in Millionenhöhe führen.
Dies ist die nachteiligste Auswirkung für die Industrie, allein schon wegen der prohibitiv hohen Verluste, die mit jedem "Ausfall" verbunden sind.
Andere Folgen können auch eine schwerwiegende Beeinträchtigung der Umwelt oder der Sicherheit der Mitarbeiter sein, wenn eine Anlage ausfällt (z.B. eine Pumpe oder eine Maschine, die Gefahrstoffe verwendet) und dies direkt mit Leckagen, Verschüttungen, unkontrollierten Emissionen oder mechanischen Vorfällen verbunden ist, die das Personal unsicheren Betriebsbedingungen aussetzen können.
- Teile mit geringem Risiko und einer künstlich hohen RPZ führen zu überschüssigen Beständen, was zu einer erheblichen Kapitalbindung in toten Beständen führt., eine direkte und unnötige Belastung des Betriebskapitals.
- Wenn Sie jeden wartungsrelevanten Artikel wie Ersatzteile oder Verbrauchsmaterialien im Bestand halten, entstehen Kosten für die Inventarisierung, die in verschiedene Kategorien eingeteilt werden können:
- Inventar Kapitalkosten: Das in den Bestand selbst gebundene Kapital ist eine Opex-Kostenkomponente. Jedes $, das zu einem bestimmten Zeitpunkt zu viel für Teile ausgegeben wird, die nicht genutzt werden, ist eine Kostenstelle, die nicht ignoriert werden sollte.
- Verwaltung der Lagerräume: Dies sind alle Kosten, die mit dem, Während technisch eine feste Kosten,
- Logistik-bezogene Gemeinkosten: Dies sind alle Kosten, die mit der Bewegung, Handhabung und Verteilung von Materialien in der Lieferkette verbunden sind.
Die praktische Konsequenz ist eine Wartungsorganisation, die ständig an zwei Fronten kämpft, indem sie sich abmüht, kritische Teile zu erstklassigen Notfallpreisen zu beschaffen und gleichzeitig ein aufgeblähtes Lager zu verwalten, das sich nie bewegen wird.
Moderne Kritikalitätsbewertung: Mehr als FMEA
Kritikalitätsbewertungen sind in den meisten Unternehmen Teil einer umfassenderen Überarbeitung des Ersatzteilmanagements.
Der qualitative Teil der Bewertung ist größtenteils eine Abgleichsübung, bei der Fachexperten aus verschiedenen Funktionen eine Bewertung abgeben. Anschließend berechnet und speichert ein EAM oder CMMS die Bewertungen für alle Anlagen. Dies hilft bei der Prioritätensetzung in allen Einrichtungen und Produktionslinien.
Dank der kontinuierlichen Weiterentwicklung von KI und Datenintegration können die heutigen kritischen Prozesse wesentlich genauer, objektiver und kontextbezogener sein.
Die folgende Tabelle vergleicht den traditionellen FMEA-Ansatz mit einer modernen, KI-gestützten Kritikalitätsmethodik:
Verbesserung der FMEA für exzellente Wartung
Normalerweise sind Kritikalitätsbewertungen in Unternehmen Teil einer umfassenderen Überarbeitung der Prozess der Ersatzteilverwaltung und Priorisierung von Wartungsaktivitäten.
Der qualitative Teil der Bewertung selbst ist eher eine "Abgleichsübung", bei der mehrere Fachexperten aus verschiedenen Funktionen in die Bewertung einfließen.
Danach berechnet und speichert eine Softwarelösung, in der Regel eine Enterprise Asset Management Software oder ein CMMS-System, diese Informationen über mehrere Anlagegüter hinweg. Dies hilft bei der Priorisierung von Wartungsaktivitäten in verschiedenen Produktionsanlagen und sogar Produktionslinien.
Für die Fertigstellung des MRO InventarverwaltungszyklusEin weiterer Schritt ist die Vorhersage des Verbrauchs und der Nachfrage nach Ersatzteilen in Abhängigkeit von der Produktionsmenge.
In Verbindung mit den Kritikalitätsbewertungen hilft dies bei der Ermittlung des Puffer- und Sicherheitsbestands, der aufrechterhalten werden muss, und bei der Festlegung des Meldepunkts für dieses Ersatzteil.
Dank der kontinuierlichen Weiterentwicklung dieser Technologien können die Prozesse der Kritikalitätsbewertung, die sich an der FMEA orientieren, heute viel genauer, objektiver und kontextbezogener sein, was der Komplexität industrieller Abläufe Rechnung trägt.
Dadurch werden die bekannten Nachteile einer statischen, subjektiven und rudimentären Bewertung wie der FMEA verbessert, während gleichzeitig die besten Praktiken aus diesem Rahmenwerk übernommen werden.
Und das ist genau das, was wir mit MRO360, Verdantis' Flaggschiff-Lösung für das Ersatzteilmanagement mit integrierten Plug-and-Play-Modulen für Kritikalitätsstudien.
Kritikalitätsparameter
Die Kritikalitätsparameter in den Bewertungen berücksichtigen zusätzlich verschiedene Faktoren wie die Vorlaufzeit der Lieferanten, die Ausfallhistorie der Anlage, die Nähe eines anderen Werksstandorts mit einer ähnlichen Anlage, die Interoperabilität von Ersatzteilen und mehr als 15 weitere Parameter.
Agentische KI-Workflows
Mit Agentic-Systemen, die mit branchenspezifischen Daten, dem Unternehmenskontext, der Ausfallhistorie bekannter Anlagen und der Fähigkeit, veraltete Anlagen und Ersatzteile abzubilden, geschult wurden, kann eine subjektive Bewertung jetzt objektiviert werden.
Abgesehen von den offensichtlichen Vorteilen einer verbesserten Produktivität und einer schnelleren Abwicklung nutzt dieser Ansatz auch modernste Technologien, öffentlich verfügbare Informationen und Informationen aus privaten Studien, zu denen Verdantis Zugang hat.
Gelernter Kontext aus ERP-Daten
Einer der größten Wettbewerbsvorteile einer Lösung wie dieser ist die tiefe Integration mit ERP-Systemen. In der Regel ist MRO360 mit mehr als 20 Tabellen in den wichtigsten ERP-Modulen integriert. Genau das macht das Agentic-System so leistungsfähig, denn es verfügt über genaue Informationen wie:
Der genaue Standort jedes einzelnen Ersatzteils, ob auf dem Transportweg, in einem bestimmten Lagerraum oder am Produktionsstandort.
Historische Lieferzeiten von bevorzugten Lieferanten für jedes einzelne Ersatzteil, was eine genaue Berechnung des Sicherheitsbestands ermöglicht.
Tiefgreifende Integrationen zwischen den wichtigsten ERP-Modulen stellen sicher, dass das Agentic-System mit vollständigen, zuverlässigen und technisch genauen Unternehmensdaten arbeitet.
Historische Arbeitsaufträge, die eine digitale Karte mit wahrscheinlichen Ausfällen, früheren Ersatzteilbestellungen und Informationen aus vorausschauenden Wartungssystemen erstellen.
Die FMEA hat sich in anlagenintensiven Industrien nahezu flächendeckend durchgesetzt. In mehreren Sektoren ist ihre Anwendung nicht nur eine bewährte Praxis, sondern eine gesetzliche oder zertifizierte Anforderung.
| Industrie | Maßgeblicher Standard / Treiber | Primärer FMEA-Fokus | Kritische Bedeutung von MRO |
|---|---|---|---|
| Automobilindustrie | IATF 16949 (obligatorisch) | Design- und Prozess-FMEA für alle Komponenten | Sehr hoch |
| Luft- und Raumfahrt & Verteidigung | SAE ARP4761 / MIL-STD-1629A | Sicherheitskritische Systeme; Fehlerbäume | Sehr hoch |
| Öl & Gas | API 580 / ISO 31000 | Integrität von Vermögenswerten; risikobasierte Inspektion | Sehr hoch |
| Pharmazeutika | FDA 21 CFR / ICH Q9 | Prozess-FMEA für GMP-Konformität | Hoch |
| Stromerzeugung | NERC CIP / IEC 61511 | Identifizierung kritischer Anlagen; Netzzuverlässigkeit | Hoch |
| Essen & Trinken | FSMA / HACCP | Prozess-FMEA verbunden mit Plänen zur Lebensmittelsicherheit | Medium |
| Bergbau | Standortbezogen / ISO 55000 | Zuverlässigkeit der Ausrüstung; Flottenmanagement | Hoch |
Es wäre keine Übertreibung zu sagen, dass die Einführung der FMEA von den Fachleuten in der Industrie begrüßt wurde und derzeit weltweit akzeptiert wird.
Häufig gestellte Fragen (FAQs)
Was ist der Unterschied zwischen FMEA und FMECA?
FMECA (Failure Mode, Effects, and Criticality Analysis) ist eine Erweiterung der FMEA, die einen formalen Kritikalitätsanalyseschritt hinzufügt. Während die FMEA die Fehler nach RPZ einstuft, geht die FMECA noch weiter, indem sie jeden Fehlermodus auf der Grundlage seiner Wahrscheinlichkeit und Schwere in eine Kritikalitätskategorie einordnet. Dies ist in der Luft- und Raumfahrt sowie im Verteidigungsbereich nützlich, wo binäre Kritikalitätsklassifizierungen gesetzlich vorgeschrieben sind.
Was ist ein "guter" RPN-Wert?
Es gibt keinen allgemeingültigen Schwellenwert, und dies ist eine der bekannten Schwächen der FMEA. Die gängige Praxis legt Aktionsschwellen bei RPZ ≥ 100 oder ≥ 200 fest, aber das ist willkürlich. Der sinnvollere Ansatz besteht darin, alle Fehlermodi von der höchsten zur niedrigsten RPZ zu ordnen und die Ressourcen auf die oberste Stufe zu konzentrieren, unabhängig von der absoluten Zahl. Schenken Sie jedem Fehlermodus mit einem Schweregrad von 9 oder 10 besondere Aufmerksamkeit, auch wenn seine Gesamt-RPN niedrig erscheint.
Wie oft sollte die FMEA überprüft oder aktualisiert werden?
Die beste Praxis ist, die FMEA immer dann zu überprüfen, wenn eine Konstruktionsänderung, eine Prozessänderung, ein neuer Fehlermodus, der in der Praxis entdeckt wurde, oder eine signifikante Veränderung des Betriebskontextes (neue Produktionspläne, neue Lieferanten, neue behördliche Anforderungen) eintritt. Zumindest wird eine regelmäßige Überprüfung alle 12-24 Monate empfohlen. Moderne KI-gesteuerte Kritikalitäts-Tools tragen diesem Umstand Rechnung, indem sie die Bewertungen dynamisch aktualisieren, wenn sich ERP- und EAM-Daten ändern.
Was ist der Unterschied zwischen FMEA und RCM?
Die FMEA ist ein Analysewerkzeug, das Fehlermöglichkeiten, deren Auswirkungen und Risikoniveaus identifiziert. RCM (Reliability-Centered Maintenance) ist ein Entscheidungsfindungsrahmen, der die Ergebnisse der FMEA nutzt, um die optimale Wartungsstrategie für jede Anlage zu bestimmen. In der Praxis verwendet RCM die FMEA als primären Input: Die Fehlermöglichkeitsanalyse fließt direkt in die Auswahl von präventiven, vorausschauenden oder Run-to-Failure-Wartungsaufgaben ein.
Wie hängt die FMEA mit Entscheidungen über die MRO-Ersatzteilbevorratung zusammen?
Der Schweregrad in der FMEA ist die direkteste Verbindung zur MRO-Lagerhaltungsstrategie. Ein Fehler mit hohem Schweregrad, insbesondere ein Fehler, der die Sicherheit, die Umwelt oder einen totalen Produktionsverlust betrifft, signalisiert in der Regel, dass das zugehörige Ersatzteil vor Ort mit definierten Sicherheitsbeständen gelagert werden muss. Die Häufigkeit der Nachbestellungen hängt von der Häufigkeit des Auftretens ab, während die Erkennungsrate darüber entscheidet, ob Sensoren zur Zustandsüberwachung eine bessere Investition sind als ein physischer Lagerbestand. Moderne MRO-Plattformen wie MRO360 automatisieren diese Verknüpfung, indem sie FMEA-Kritikalitätsbewertungen zusammen mit ERP-Daten aufnehmen, um Empfehlungen für eine optimierte Lagerhaltung zu erstellen.
Kann die FMEA auch für Software- oder Prozessfehler verwendet werden, nicht nur für Hardware?
Ja. Die Prozess-FMEA (P-FMEA) ist in Fertigungsprozessen, Verwaltungsabläufen und Softwareentwicklungs-Lebenszyklen weit verbreitet. Die Software-FMEA analysiert potenzielle Fehlermodi in Code, Systemen und Integrationen, was insbesondere bei sicherheitskritischen eingebetteten Systemen relevant ist. Die Methodik ist dieselbe, die Fehlermodi verlagern sich von mechanischen (Dichtungsverschleiß, Lagerermüdung) zu funktionalen (Datenbeschädigung, Logikfehler, API-Zeitüberschreitungen).



