

Eine Produktionslinie in einer großen Fertigungsanlage kommt plötzlich zum Stillstand. Eine kritische Pumpe im Kühlsystem fällt ohne Vorwarnung aus. Als sich das Produktionsband zu erhitzen beginnt, sind die Bediener gezwungen, den gesamten Prozess herunterzufahren. Was folgt, ist eine Kettenreaktion, die mit untätigen Arbeitskräften und verpassten Lieferfristen beginnt und in der Beschaffung von Ersatzteilen und wachsendem Druck gipfelt.
Wussten Sie, dass solche ungeplanten Ausfallzeiten die US-Hersteller bis zu $207 Millionen pro Woche? Und nicht weniger als 55% der Unternehmen sehen sich einmal im Jahr mit diesen Szenarien konfrontiert.
Was wäre, wenn man diese Ausfallzeiten einplanen könnte? Viele anlagenintensive Branchen haben bereits geplante Ausfallzeiten in ihren Strategien. In der Regel handelt es sich dabei um geplante Wartungsarbeiten, wenn die Anlagen nicht in Gebrauch sind oder ähnliches. Unternehmen können jedoch auch ungeplante Ausfallzeiten verhindern, indem sie unerwartete Ereignisse abmildern. Und genau hier kommt die Zustandsüberwachung ins Spiel.
Wenn Sie sich fragen, was Condition Monitoring ist, dann ist es der Prozess der kontinuierlichen oder periodischen Überwachung des Zustands von Maschinen oder Anlagen. Dies geschieht mit Hilfe von Sensoren, die Daten zu den Gesundheitsfaktoren einer Anlage erfassen, z. B. Vibrationen, Öl, Temperatur und Druck. Anhand dieser Daten können die Wartungsteams Anomalien im Vergleich zum normalen Betriebsverhalten erkennen.
Wie zustandsbasierte Überwachung das Denken in der Wartung verändert
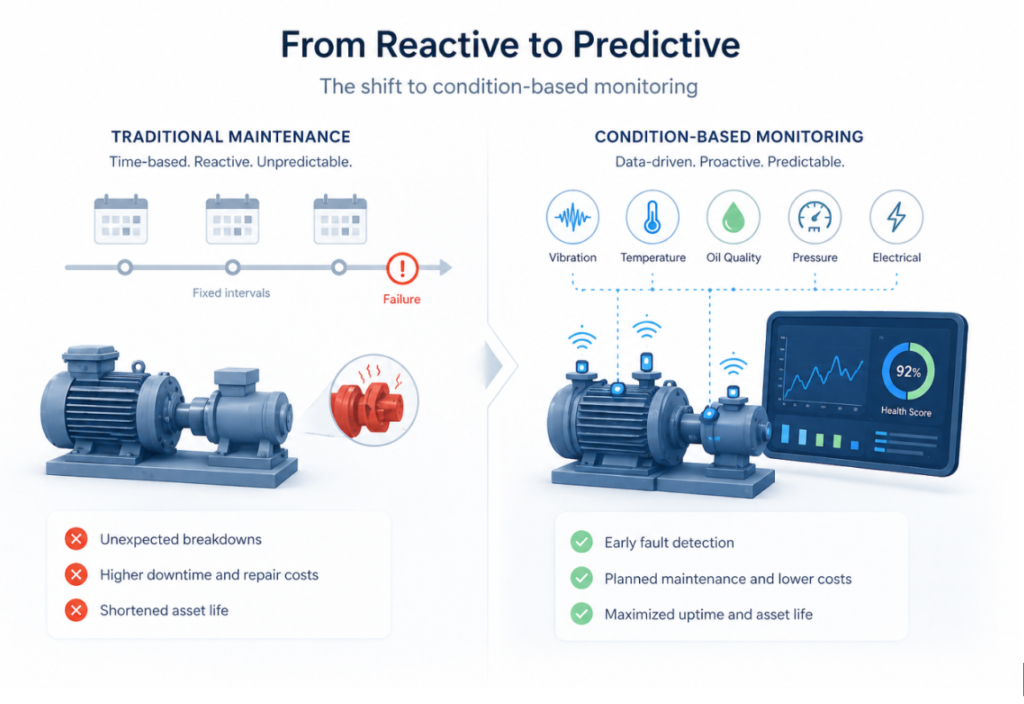
Ausrüstung ist niemals vorhersehbar, und doch waren die meisten traditionellen Strategien auf Vorhersehbarkeit ausgelegt. Die Teams verließen sich auf feste Zeitpläne, die auf der Vorhersagbarkeit von Ausfällen basierten. Eine Maschine, die besonders störanfällig ist, wird beispielsweise zweimal im Monat gewartet. Ein Lager hingegen wird alle sechs Monate ausgetauscht.
Dieser Ansatz bietet zwar eine Struktur, aber er führt auch zu Ineffizienzen. Was ist, wenn eine Komponente eines Systems früher als erwartet ersetzt wird? Oder was ist, wenn eine Komponente ausfällt, weil ihr Zustand nie in Echtzeit bewertet wurde?
Die Zustandsüberwachung ändert dies von Grund auf. Vereinfacht ausgedrückt, verschiebt sich der Fokus von der Frage, wann die Wartung erfolgen sollte, auf die Frage, warum sie erfolgen sollte.
Dieser Wandel führt eine Benchmark für die Betriebserwartung einer Maschine oder einer Anlage ein. Im Laufe der Zeit helfen Sensoren dabei, Abweichungen von dieser Benchmark zu verfolgen, so dass die Wartungsteams proaktiv handeln können. Anstatt zu warten, bis ein Fehler auftritt und dann zu reagieren, kann die Wartung beginnen, sobald Probleme auftreten.
Aufgrund dieses Wandels steigt die Nachfrage nach Zustandsüberwachungssystemen weltweit. Laut Fortune Business Insightswar der Markt im Jahr 2025 $3 Milliarden wert. Mit einer CAGR von 9,7% von 2026 bis 2034 wird er sich voraussichtlich mehr als verdoppeln und $6,8 Milliarden erreichen.
Bei dieser Umstellung geht es nicht nur um den Übergang von kalenderbasierter zu zustandsorientierter Wartung. Es geht auch um den Wechsel von nachlaufenden zu vorlaufenden Indikatoren und von reaktiver Wartung zu proaktiver Planung.
Die folgende Tabelle zeigt, wie die zustandsorientierte Überwachung die gesamte Wartungsorganisation verändert:
| Merkmal | Traditionelle Überwachung | Zustandsbezogene Überwachung |
|---|---|---|
| Primärer Auslöser | Diese Überwachung basiert auf festen Zeitplänen, so dass eine Inspektion während eines dieser Zyklen oder ein kompletter Ausfall der Auslöser sein wird. | Die Auslöser basieren auf Echtzeit-Schwellenwerten |
| Wissen über Vermögenswerte | Wartungspläne werden auf der Grundlage allgemeiner Herstellerempfehlungen kuratiert | Wissen über die Lebenszeichen jedes Assets wird in Echtzeit gesammelt |
| Teamkultur | Teams werden für die schnelle Behebung von Problemen belohnt | Hier wird nicht das Reparieren belohnt, sondern das Laufenlassen |
| Inventar | Auf der Grundlage des historischen Kaufverhaltens auf Lager | Der Bestand wird zum richtigen Zeitpunkt auf der Grundlage des Zustands der Anlage und der Ausfallvorhersage optimiert |
Eine Multi-Parameter-Ansicht der Vermögensüberwachung
Obwohl es möglich ist, dass ein Gerät aus einem einzigen Grund ausfällt, ist dies in den meisten Fällen nicht der Fall. Mechanische, thermische und chemische Veränderungen können alle gleichzeitig auftreten. Aus diesem Grund ist es wichtig, mehrere Aspekte des Zustands einer Anlage gleichzeitig zu berücksichtigen. Die Zustandsüberwachung von Anlagen erleichtert dies, indem sie verschiedene Zustandsparameter verfolgt.
Jeder dieser Parameter gibt Aufschluss darüber, wie eine Maschine in Echtzeit arbeitet. Die Temperatur beispielsweise zeigt thermische Belastungen und Energieverluste an und ist eines der ersten Anzeichen für Fehler. Sie weist auf erhöhte Reibung in den Lagern, elektrischen Widerstand in den Motoren oder verminderte Kühlleistung hin.
Der Druck hingegen gibt Aufschluss über den Flüssigkeitsfluss. Ein Druckabfall deutet beispielsweise auf ein Leck hin, während eine Druckspitze einen Widerstand oder eine Verstopfung bedeuten kann.
Die Parameter der Ölqualität dienen auch als Diagnosemittel für direkte Beweise aus dem Inneren der Maschine. Die Viskosität beeinflusst die Schmierleistung, Metallpartikel signalisieren Verschleiß, und Wasserverschmutzung beschleunigt die Korrosion. Da jede Unwucht, jeder Ausrichtungsfehler, jede Lockerheit und jeder Lagerdefekt einzigartige Frequenzmuster erzeugt, sind Vibrationen ein weiterer informationsreicher Faktor.

All diese Parameter können frühzeitig Aufschluss über Maschinenausfälle geben. Am besten ist es jedoch, wenn Sie diese Signale zusammen interpretieren. So erhalten Sie einen ganzheitlichen Blick auf das Problem. Auf diese Weise können Sie mit den Wartungs- und Technikteams zusammenarbeiten, um die Probleme an der Wurzel zu erkennen und zu beheben.
Techniken zur Zustandsüberwachung
Wie im vorigen Abschnitt erwähnt, gibt es mehrere Geräteparameter, die Sie überwachen müssen. Und dafür werden verschiedene Techniken verwendet, die jeweils eine andere Art von Sensor nutzen, um relevante Informationen zu sammeln. Wenn Sie verstehen, welche Technik am besten geeignet ist, um welche Anomalien zu finden, wird die gesamte zustandsorientierte Überwachung um einiges einfacher.
Überwachung von Vibrationen
Die Analyse der Schwingungen von rotierenden Maschinen ist eine der ältesten und am häufigsten verwendeten Techniken der zustandsorientierten Überwachung. Laut Zukünftige Markteinblickehält es etwa 30,6% des gesamten Marktanteils für Zustandsüberwachungssysteme.
Die für diese Überwachungstechnik verwendeten Sensoren werden als Beschleunigungsmesser bezeichnet. Sie sammeln Vibrationsdaten, die Sie mit Hilfe der Frequenzspektrumanalyse und der Hüllkurvenerkennung verarbeiten können.
Das Hauptziel dieser Systeme ist die frühzeitige Erkennung von Unwucht, Wellenfehlstellungen und anderen mechanischen Problemen.
Elektromagnetische Überwachung
Die elektromagnetische Überwachung verfolgt Magnetfeldschwankungen, weshalb sie nur bei elektrischen Geräten funktioniert. Die Analyseergebnisse dieser Technik stehen im Zusammenhang mit dem Stromfluss in einem Motor oder mit der Wechselwirkung zwischen Rotor und Stator.
Die hier verwendeten Sensoren sammeln Daten zu Flussmustern und elektromagnetischen Emissionen von einer laufenden Maschine. Diese Signale können dann auf Asymmetrie oder Verzerrung analysiert werden.
Die elektromagnetische Überwachung ist am besten für die Erkennung geeignet:
- Gebrochene Rotorstäbe
- Fehler in der Statorwicklung
- Exzentrizität des Luftspalts
- Elektrische Unausgewogenheit
Diese Technik ist für einen umfassenden Überblick wertvoll, da sie interne Motorfehler aufspürt, ohne dass der Motor abgeschaltet oder zerlegt werden muss.
Infrarot-Thermografie
Mit dieser Technik können Sie die Temperaturverteilung visualisieren, ein wichtiger Indikator für den Zustand der Maschine. Wenn ein Gerät zusätzliche Anstrengungen unternehmen muss, um die Standardleistung zu erbringen, beginnt es sich zu erwärmen. Die frühzeitige Erkennung dieser steigenden Wärme kann auf potenzielle Probleme hinweisen, die zu einem Ausfall führen können, wenn sie nicht sofort behoben werden.
Neben Sensoren werden auch Kameras zur Erfassung von Infrarot-Thermografie-Daten eingesetzt. Diese Infrarotkameras nehmen Wärmebilder auf, um festzustellen, wo die größte Wärmeentwicklung stattfindet. Wenn der Wärmewert einen bestimmten Schwellenwert überschreitet, kann die Zustandsüberwachungslösung einen automatischen Alarm an das Wartungsteam auslösen.
Mit dieser Technik können Sie eine Verschlechterung der Isolierung, eine Überhitzung der Lager und einen blockierten Luftstrom oder Kühlungsprobleme erkennen.
Laser-Interferometrie
Wie der Name schon sagt, verwendet diese Technik Laserstrahlen, um Anomalien in verschiedenen Mustern zu erkennen. Da die Muster mit Laserstrahlen erzeugt und überwacht werden, ist dies eine der genauesten Techniken zur Zustandsüberwachung.
Sie können Veränderungen bis in den Mikrometer- oder Nanometerbereich verfolgen. Aus diesem Grund ist sie in Branchen beliebt, in denen Präzision die Produktqualität beeinflusst, z. B. in der Halbleiterindustrie oder der Luft- und Raumfahrt. Aber obwohl es sehr effektiv und genau ist, ist es auch etwas kostspielig in der Umsetzung.
Bei ordnungsgemäßer Installation können damit Wellenfehlstellungen, Mikrovibrationen und strukturelle Verformungen unter Last erkannt werden.
Öl-Analyse
Wenn Sie überprüfen möchten, wie eine Maschine intern funktioniert, bietet die Ölanalyse eine unkomplizierte Möglichkeit, dies zu tun. Sie untersucht das Schmiermittel, während es sich durch das System bewegt. Und weil das so ist, trägt das Öl auch alle Anzeichen von Verschleiß und Korrosion in der Maschine.
Die meisten anderen Techniken auf dieser Liste erfordern Sensoren, aber das trifft nicht auf die Ölanalyse zu. Hier werden die Ölproben in Labors gesammelt und verarbeitet. Dennoch können Inline-Sensoren vorhanden sein, die Parameter wie Viskosität und Partikelzahl erfassen.
Diese Technik eignet sich am besten zum Aufspüren:
- Verschleiß von Getriebe und Lager
- Kontamination
- Panne beim Schmiermittel
- Innere Schäden im Frühstadium
Akustische Emissionsprüfung
Bei der Akustik dreht sich alles um Frequenzen, und das ist es, was der Test auf akustische Emissionen aufdeckt. Jede Maschine erzeugt eine gewisse Frequenz, sei es durch Reibung, Rotation oder Materialverformung. Unabhängig von der Ursache kann die erzeugte Frequenz mit Hilfe von Sensoren, die transiente elastische Wellen erkennen, überwacht und mit den Basisdaten verglichen werden.
Diese Sensoren sind am besten in der Lage, Rissbildung oder Oberflächenreibung zu erkennen. Außerdem erkennen sie frühzeitig Lagerdefekte und strukturelle Spannungskonzentrationen.
Ultraschall-Analyse
Die Ultraschallanalyse konzentriert sich auf hochfrequente Schallwellen, die für den Menschen nicht hörbar sind. Die bei dieser Technik verwendeten Sensoren können entweder in der Hand gehalten werden oder fest installiert sein. Sie fangen Ultraschallwellen ein, die dann zur Analyse in Audio- oder Bildformate umgewandelt werden.
Der beste Anwendungsfall für die Ultraschallanalyse ist die Erkennung von Anomalien in mechanischen und elektrischen Systemen. Sie kann Druckluft, Gaslecks, Dampflecks und elektrische Lichtbögen aufspüren.
Radiographie-Analyse
Bei der Radiographie werden Röntgen- oder Gammastrahlen verwendet, um Probleme im Inneren eines Geräts zu finden, ohne es zu zerlegen. Wie bei der medizinischen Bildgebung werden die Bilder auf der Grundlage des Durchgangs der Strahlen durch das Gerät erstellt. Auf diese Weise lassen sich Unstimmigkeiten durch den Vergleich der Ergebnisse mit den Basisdaten aufdecken.
Am besten im Aufspüren:
- Interne Risse
- Hohlräume und Einschlüsse
- Schweißnahtfehler
- Strukturelle Unregelmäßigkeiten
Diese Technik ist sehr beliebt bei Hochrisikoanwendungen, bei denen die interne Integrität kritisch ist, wie bei Druckbehältern und Pipelines.
Analyse der elektrischen Signatur
Rotorfehler, Lastungleichgewichte, Störungen der Stromqualität und andere Defekte erzeugen unterschiedliche elektrische Wellenformen. Die Analyse der elektrischen Signatur kann alle diese Wellenformen überwachen, um Anomalien zu erkennen. Diese Methode ermöglicht die Überwachung von Anlagen, ohne dass zusätzliche mechanische Sensoren installiert werden müssen.
Neben den in dieser Liste genannten Verfahren gibt es noch weitere Techniken zur Zustandsüberwachung, die Sie einsetzen können. Zum Beispiel gibt es die Stoßimpulsüberwachung zur Messung von Aufprallwellen, die Analyse von Verschleißpartikeln, die auf den in Schmiermitteln enthaltenen Partikeln basiert, und die Teilentladungsüberwachung für kleine elektrische Entladungen in Isoliersystemen.
Wie funktioniert die Zustandsüberwachung?
Die Zustandsüberwachung beginnt an der physischen Schnittstelle zwischen einem Sensor und dem Objekt, das er überwacht. Das ist jedoch nicht der einzige Teil der Aufgabe. Nach der Installation von Sensoren und der Erfassung von Daten müssen die MRO-Teams diese Daten nutzen, die Signale verarbeiten und sie in ein EAM oder CMMS einspeisen.
Dieser Prozess ermöglicht es den Managementteams, den Zustand einer Anlage zu überwachen und diesen Input zu nutzen, um ihre Lebensdauer zu verlängern, indem automatisch Arbeitsaufträge für Maschinen erteilt werden, die nicht optimal funktionieren.
Sensorik und Datenerfassung
Jede Erkenntnis, die gewonnen wird, jeder Arbeitsauftrag, der ausgelöst wird, und jede Störung, die frühzeitig abgefangen wird, lässt sich auf diese Ebene zurückführen. Wie wir im vorigen Abschnitt gesehen haben, gibt es verschiedene Arten von Zustandsüberwachungstechniken, und jede erfordert eine andere Art von Sensor.
Ihre erste wichtige Aufgabe besteht also darin, die richtigen Sensoren für die Objekte, die Sie überwachen möchten, auszuwählen und zu installieren. Die Vibrationssensoren erfassen zum Beispiel Daten zu Weg, Geschwindigkeit und Beschleunigung.
Die Verschiebung ist bei großen Maschinen wie Papierfabriken oder Baggern am aussagekräftigsten. Dies gilt vor allem für niedrige Frequenzen, etwa unter 10 Hz. Die Geschwindigkeit hingegen wird für mittlere Frequenzen verwendet, die zwischen 10 Hz und 1 kHz liegen, während die Beschleunigung für die Hochfrequenzdiagnose darüber verwendet wird.
Die folgende Tabelle zeigt die verschiedenen Sensortypen, die zur Erfassung unterschiedlicher Vibrationsdaten verwendet werden:
Sensor-Typ | Frequenzbereich | Empfindlichkeit | Grundrauschen | Beste Anwendung |
|---|---|---|---|---|
Piezoelektrisch (IEPE) | 0,5 Hz - 20 kHz | 10-1000 mV/g | Sehr niedrig | Lager oder jede rotierende Maschine |
MEMS (Mikro-Elektro-Mechanische Systeme) kapazitiv | DC - 5 kHz | 100-1000 mV/g | Mäßig | Langsam laufende Maschinen |
Wirbelstrom-Näherungssonde | DC - 10 kHz | 7,87 V/mm | Niedrig | Dies ist gut für Wellenversatz und Gleitlager |
Laser-Vibrometer | DC - 1 MHz+ | Kann stark variieren | Sehr niedrig | Heiße oder unzugängliche Oberflächen können überwacht werden |
Geschwindigkeitssensor (Geophon) | 1 Hz - 1 kHz | 20-80 V/(m/s) | Niedrig | Strukturelle Überwachung bei niedrigen Frequenzen |
Ebenso gibt es verschiedene Sensortypen für die Erfassung unterschiedlicher Daten. Wenn Sie sich nicht ganz sicher sind, können Sie sich an den Rahmen der ISO 17359:2018 halten, der Richtlinien für die Einrichtung von Zustandsüberwachungsprogrammen, einschließlich der Auswahl von Sensoren, enthält. Die Schritte bestehen in erster Linie darin, die Ausfallarten für eine Anlage aufzulisten, messbare Parameter zu identifizieren, die sich mit der Entwicklung jeder Ausfallart ändern, und dann die Sensortechnologie auszuwählen, die diese Parameter messen kann.
Konnektivität und Datentransport
Die nächste Herausforderung besteht darin, die Daten von den Sensoren an ein System zu übertragen, das sie analysieren kann. Rohe Sensorsignale sind einfach Werte, die sich in anlagenintensiven Branchen innerhalb einer Sekunde hunderte Male ändern können. Und die Übertragung dieser Daten ist in einer solchen elektrisch verrauschten Umgebung mit einer physikalisch weiter entfernten Netzwerkinfrastruktur weitaus schwieriger als z.B. in einem IT-Unternehmen.
Diese Übertragung kann nun über eine kabelgebundene oder drahtlose Infrastruktur erfolgen.
Verdrahteter Feldbus und analoge Übertragung
Die drahtgebundene Datenübertragung ist die älteste und immer noch eine der zuverlässigsten Methoden. Sie verwendet eine analoge 4-20 mA Stromschleife. Diese 4-20 mA ist die analoge Gleichstromschleife, in der der Transmitter die gemessenen Signale umwandelt. Dabei steht 4 mA für den niedrigsten Wert (0%) des Messbereichs und 20 mA für den höchsten Wert (100%). Die Übertragung von Daten als Gleichstrom und nicht als Spannung macht das Signal immun gegen Spannungsabfall über lange Leitungen.
Diese Informationen werden dann über ein System wie den Highway Addressable Remote Transducer (HART) weitergeleitet und verarbeitet. HART fügt den Signalen relevante Informationen wie den Zustand des Sensors, die Kennung des Tags und andere sekundäre Variablen hinzu.
Drahtlose industrielle Netzwerke
Die Installation von verdrahteten Sensoren in einer großen Anlage ist teuer. Daher entscheiden sich viele für drahtlose Optionen wie WirelessHART oder ISA100.11a.
Wie der Name schon sagt, ist WirelessHART die drahtlose Erweiterung des HART-Protokolls. Es arbeitet im 2,4 GHz ISM-Band mit IEEE 802.15.4-Funkgeräten. Es verwendet ein Time Division Multiple Access Mesh-Netzwerk. In diesem Netzwerk ist jedes Gerät auch ein Router, der eine selbstorganisierende, selbstheilende Netzwerktopologie bereitstellt.
ISA100.11a ist einfach eine Alternative zu WirelessHART und erfüllt dieselbe Funktion.
Hier erfahren Sie, wie Sie die verschiedenen Protokolle für verschiedene drahtgebundene und drahtlose Netzwerke je nach Anwendungsfall auswählen können:
Protokoll | Physikalische Schicht | Bandbreite | Aktualisierungsrate | Anwendungsfall |
|---|---|---|---|---|
4-20 mA | Es ist ein zweiadriges Kupferkabel | Einzelne Variable (analog) | Kontinuierlich | Einfache Prozess-Transmitter |
HART | Folgt einer 4-20 mA Schleife | 1200 bps (digitales Overlay) | Abrufbar unter | Diagnose bei vorhandenen 4-20 mA Geräten |
PROFIBUS PA | Zwei-Draht-Bus | 31.25 kbps | 100-1000 ms | Feldbusse für die Prozessautomatisierung |
EtherNet/IP | Repräsentiert das industrielle Standard-Ethernet | 100 Mbps - 1 Gbps | 1-100 ms | Controller-to-Device, Hochgeschwindigkeits-E/A |
WirelessHART | 2,4 GHz 802.15.4 Mesh | 250 kbps (gemeinsam genutzt) | 1-60 s | Drahtlose Prozess-Transmitter |
ISA100.11a | 2,4 GHz 802.15.4 Mesh | 250 kbps (gemeinsam genutzt) | 1-60 s | Drahtlose Prozess-Transmitter |
5G NR (privat) | Sub-6 GHz / mmWave | Bis zu 1 Gbit/s | < 1 ms | Dichtes Monitoring auf Wellenformebene |
Sobald sich diese Daten im Werksnetz befinden, sollten sie für übergeordnete Systeme, wie EAM oder CMMS, zugänglich sein. Damit diese Systeme jedoch auf die Daten zugreifen können, müssen sie in einem einheitlichen Format vorliegen. Und genau hier können Dienstleister wie Verdantis hilfreich sein.
Die OPC Unified Architecture, die als IEC 62541 veröffentlicht wird, ist zum Standard für diese Datenkonsistenz geworden. Sie unterstützt die Kodierungsoptionen OPC-UA Binary und OPC-UA XML. Die kodierten Daten werden dann über ein Internet of Things (IoT)-Protokoll wie Message Queuing Telemetry Transport (MQTT), das als ISO/IEC 20922 standardisiert ist, übertragen.
Umwandlung von Rohsignalen in diagnostische Merkmale
Die Daten, über die Ihr Team im Moment verfügt, stellen lediglich rohe physikalische Größen dar. Sie sagen einem Wartungstechniker nicht direkt, was mit der Maschine los ist. Dazu müssen sie zu Messungen verarbeitet werden, die eine diagnostische Bedeutung haben. Sie sollten zum Beispiel dabei helfen, herauszufinden, wo in der Maschine die Veränderung ihren Ursprung hat und welcher Ausfallmechanismus dahinter steckt.
Hier finden Sie einige der am häufigsten verwendeten Analysemethoden zur Umwandlung von Rohsignalen in diagnostische Merkmale:
Analyse im Zeitbereich
Die einfachste Methode zur Analyse von Signalen, insbesondere von Schwingungen, besteht darin, direkt mit der Zeitwellenform zu arbeiten. Bei dieser Analysemethode müssen die Signale nicht mehr in Frequenzen umgewandelt werden, um sie in einem Spektrum zu beobachten. Stattdessen stützt sie sich auf grundlegende statistische Maße, die aus diesem Signal berechnet und zur Überwachung des Maschinenzustands verwendet werden können.
- RMS (Root Mean Square) geht es um die Messung der Gesamtenergie der Vibration. Höhere Werte bedeuten, dass mehr Energie übertragen wird, was auf Verschleiß oder Schäden hinweisen kann. Sie ist effektiver bei der Erkennung von laufenden Problemen und weniger effektiv bei der Erkennung von frühen Fehlern.
- Spitzenwert und Scheitelfaktor helfen dabei, kurze Auswirkungen zu erfassen, die der RMS verpasst. Der Crest-Faktor ist das Verhältnis zwischen dem Spitzenwert und dem RMS-Wert. Wenn starke Stöße auftreten, steigt der Spitzenwert, während der RMS-Wert niedrig bleibt. Dadurch erhöht sich der Crest-Faktor und kann ein potenzielles Problem auslösen. Er ist daher nützlich, um Lagerdefekte frühzeitig zu erkennen.
- Kurtosis misst den Schweregrad der Spitzenwerte. Wie der Crest-Faktor eignet er sich gut für die frühzeitige Fehlererkennung. Allerdings nimmt er tendenziell ab, wenn sich der Schaden ausweitet.
Hier finden Sie eine Tabelle, die die Verwendung der Zeitbereichsanalyse darstellt:
| Metrisch | Gesunder Bereich | Erhöhte Schwelle | Störungsempfindlichkeit |
|---|---|---|---|
| Metrisch | Gesunder Bereich | Erhöhte Schwelle | Störungsempfindlichkeit |
| RMS | Maschinenspezifisch | ISO-Zonen-Grenze | Allgemeine Stärke der Vibration |
| Scheitelfaktor | 2.5 – 3.5 | > 6 | Frühe Lagerschäden |
| Kurtosis | ~3 | > 6 (Alarm), > 10 (Alarm) | Sehr frühe Lagerschäden |
| Spitze-zu-Spitze | Maschinenspezifisch | Pro ISO/Hersteller | Verschiebung der Welle, Spiel |
Die schnelle Fourier-Transformation (FFT)
Wie der Name schon sagt, wandelt die Fast Fourier Transformation um. Sie wandelt ein zeitbasiertes Signal in frequenzbasierte Daten um. Anstatt zu sehen, wie sich die Vibration im Laufe der Zeit verändert, sehen Sie, wie viel Energie bei jeder Frequenz vorhanden ist. Das hat den Vorteil, dass Sie Maschinenfehler leichter identifizieren können, da viele Probleme bei vorhersehbaren Frequenzen auftreten.
Die Genauigkeit der FFT ist abhängig von der Menge der erfassten Daten. Sie folgt dieser Beziehung:
Auflösung (Hz)=Anzahl der Samples / Abtastrate
Ein längeres Signal liefert also bessere Frequenzdetails. Der Nachteil ist jedoch, dass es mehr Zeit benötigt und unerwünschte Schwankungen mit sich bringen kann.
Einige der häufigsten Fehlermuster, die Sie mit dieser Analyse in der Häufigkeit identifizieren können, sind:
- Wellenoberschwingungen, die sich als Vielfaches der Rotationsgeschwindigkeit zeigen
- Lagerdefekte können identifiziert werden, da sie je nach Konstruktion und Geschwindigkeit bestimmte Frequenzen erzeugen. Dazu gehören Außenring (BPFO), Innenring (BPFI), Kugeldrehung (BSF) und Käfigfrequenz (FTF).
- Zahnradfehler treten bei der Zahneingriffsfrequenz (GMF) auf, die aus der Wellendrehzahl und der Anzahl der Zähne des Zahnrads berechnet wird. Hier bedeutet eine erhöhte GMF-Amplitude eine gleichmäßige Abnutzung, und Seitenbänder um die GMF herum stehen für örtlich begrenzte Schäden.
Umschlag-Analyse
Die Hüllkurvenanalyse ist auch als Hochfrequenzresonanztechnik (HFRT) bekannt. Der wichtigste Anwendungsfall dieser Analyse ist die Früherkennung von Lagerschäden. Ein beschädigtes Lager erzeugt jedes Mal, wenn ein Wälzkörper den Fehler überfährt, winzige Stoßimpulse.
Da diese Impulse sehr kurz sind, zeigen sie sich nicht bei der Defektfrequenz. Stattdessen zeigen sie Defekte in höherfrequenten Resonanzen (2-20 kHz).
Um eine korrekte Hüllkurvenanalyse zu erhalten, ist es jedoch wichtig, den richtigen Frequenzbereich auszuwählen. Das ist etwas, das mit Spectral Kurtosis gemacht werden kann. Spectral Kurtosis scannt die Frequenzen, um festzustellen, wo das Signal am impulsivsten ist.
Wavelet- und Zeit-Frequenz-Analyse
Die FFT funktioniert gut für Maschinen, die mit einer Standardgeschwindigkeit arbeiten, weil sie davon ausgeht, dass das Signal konstant bleibt. Was aber, wenn die Anlagen mit unterschiedlichen Geschwindigkeiten arbeiten oder plötzliche Fehler, Abschaltungen und Starts auftreten? Bei all diesen Szenarien versagt die FFT und es ist die Kurzzeit-Fourier-Transformation (STFT), die hier Abhilfe schafft.
STFT zerlegt Signale in kurze, sich überlappende Segmente. Das resultierende Spektrogramm zeigt, wie sich der Frequenzgehalt im Laufe der Zeit verändert. Allerdings gibt es die Einschränkung, dass die Verbesserung der zeitlichen Details die Frequenzgenauigkeit verringert und umgekehrt.
Wavelet-Transformationen verwenden flexible Funktionen, die ihre Größe in Abhängigkeit von der Frequenz anpassen, um diese Einschränkung zu überwinden. Wenn hochfrequente Komponenten mit kurzen Zeitfenstern und niederfrequente Komponenten mit längeren Fenstern erfasst werden, können Wavelets kurze Ereignisse, wie z. B. Stöße oder frühe Fehlersignale, erkennen.
Auftragsanalyse für Maschinen mit variabler Geschwindigkeit
Viele Anlagen, wie z.B. der Antriebsstrang eines Fahrzeugs oder eine Windkraftanlage, können mit unterschiedlichen Geschwindigkeiten arbeiten. Daher können sich auch die daraus resultierenden Vibrationen oder andere Signale ändern. Das macht Frequenzdiagramme unübersichtlich und schwer lesbar, weil sich die Signale ausbreiten. Aber diese Veränderung deutet nicht unbedingt auf ein Problem mit dem Gerät hin.
Die Ordnungsanalyse löst dieses Problem, indem sie Signale im Winkelbereich, z.B. pro Umdrehung, statt im Zeitbereich verfolgt. Die Signale werden dann mit einem Tachometer überwacht, der die momentane Wellendrehzahl erfasst.
Auf diese Weise werden die Frequenzen als Ordnungen anstelle von Hz angezeigt. Das Ergebnis ist, dass Probleme, die mit der Rotation der Maschine zusammenhängen, an der gleichen Stelle im Diagramm bleiben, auch wenn sich die Geschwindigkeit ändert. Das macht das Lesen und Verstehen des endgültigen Spektrums für Wartungstechniker viel einfacher.
Speichern und Verwalten von Zustandsdaten im großen Maßstab
Angenommen, eine mittelgroße Produktionsstätte muss 200 Anlagen kontinuierlich überwachen. Jede Anlage ist mit zwei Schwingungskanälen und zwei Temperaturkanälen ausgestattet. Damit würden etwa 25.000 Signale pro Sekunde abgetastet und allein durch die Vibrationen etwa 160 GB Rohdaten pro Tag erzeugt.
Stellen Sie sich nun eine große Raffinerie mit 2.000 überwachten Anlagen vor, die jeweils mit mehreren Sensoren ausgestattet sind. Der Umfang der erzeugten und verwalteten Daten wird enorm sein. Deshalb ist die Datenspeicherinfrastruktur für die Zustandsüberwachung kein nachträglicher Gedanke, sondern ein zentrales Problem der Systemtechnik. Sie bestimmt direkt, welche Analysen möglich sind, wie weit die Ursachenforschung in die Vergangenheit zurückreichen kann und wie viel der Betrieb des Programms kostet.
Aufgrund des schieren Datenvolumens werden relationale Datenbanken wie PostgreSQL, Oracle und SQL Server nicht funktionieren. Diese Datenbanken wurden für Transaktionsdaten entwickelt, die mit einem festen Schema und mäßigem Volumen erfasst werden.
Zeitseriendatenbanken sind speziell für diese Art von Zugriffsmustern konzipiert. Sie nutzen Komprimierung, Schreiboptimierung und Optimierung von Zeitbereichsabfragen, um Zustandsdaten in großem Umfang zu speichern und zu verwalten.
Die Kontextualisierung von Daten ist ein weiterer Aspekt, der zur Datenpflege beiträgt. Dabei handelt es sich um den Prozess der Verknüpfung von Zeitreihendaten mit den Stammdaten der Anlage. Die Stammdaten bilden die physischen Attribute der Anlage ab, wie z.B. deren Typ, Standort, Konstruktionsparameter, installierte Komponenten und Wartungshistorie. Diese Verknüpfung ermöglicht es einem Analysemodell, die Fehlerhäufigkeit zu berechnen.
Hier sehen Sie, wie die Kontextualisierungskette aussieht:
| Ebene | System | Datenobjekt | Beispiel |
|---|---|---|---|
| Feldmessung | Sensor / DCS | Rohwert des Tags | 4.8 mm/s @ 14:32:07 |
| Historiker | PI / InfluxDB | Tag mit Zeitstempel | PMP-223.BRG-DE.VEL.RMS = 4.8 |
| Vermögensrahmen | PI AF / CMMS | Tag-to-Asset-Bindung | Tag gehört zu Pumpe 223, Lagerposition DE |
| Ausrüstung Master | SAP PM / EAM | Datensatz Ausrüstung | Pumpe 223 = Zentrifugalpumpe, Modell XYZ-300, installiert 2017 |
| Komponente Master | SAP / CMMS STÜCKLISTE | Komponenten-Datensatz | DE-Lager = SKF 6312, Druckwinkel 15°, 8 Wälzkörper |
| Geschichte der Wartung | SAP PM / CMMS | Aufzeichnungen über Arbeitsaufträge | Letzter Lagerwechsel: 2022-03-14, WO 4500123456 |
Trotz eines eigenen Datenbankverwaltungsteams kann die Speicherung und Pflege von Daten in diesem Umfang eine Herausforderung sein. Unternehmen mit vielen Anlagen können sich an Drittanbieter wenden, um Stammdaten zu bereinigen, neue Daten zu standardisieren und zu strukturieren und alles für einen nahtlosen Fluss von der Sensorebene zum EAM zu zentralisieren.
Erstellen von statistischen Grundlinien mit Analyse
Sobald die Infrastruktur zur Umwandlung und Migration von Sensordaten in das Analysesystem vorhanden ist, ist der Teil des Speicherns und Abrufens gelöst. Das schwierigere Problem ist jedoch die Festlegung von Basislinien oder Schwellenwerten. Baselines beeinflussen, ob ein Zustandsüberwachungsprogramm Ausfälle verhindert oder nur Alarmfluten erzeugt.
Sie können die Basislinien auf der Grundlage von Schweregradstandards festlegen. Die ISO 10816, die jetzt als ISO 20816 konsolidiert ist, bietet beispielsweise absolute Schweregrade für die RMS-Gesamtschwingungsgeschwindigkeit. Diese haben jedoch gut dokumentierte Einschränkungen.
Sie gelten nur für den Breitband-Effektivwert der Geschwindigkeit, sagen aber nichts über den Frequenzgehalt der Schwingung aus. Das bedeutet, dass sie nicht zwischen Unwucht, Lagerdefekten und Resonanz unterscheiden können. Und alle diese Faktoren können den gleichen Effektivwert erzeugen, erfordern aber unterschiedliche Wartungsmaßnahmen.
Daher verlassen sich viele MRO-Teams auf dynamische Baselines anstelle des Rahmens der statistischen Prozesskontrolle (SPC). Anstelle von festen Grenzwerten werden bei SPC Basislinien aus den historischen Daten einer Maschine selbst erstellt. Dabei werden hauptsächlich zwei Schlüsselparameter verfolgt:
- Mittelwert (μ): Durchschnittswert
- Standardabweichung (σ): Normale Variation
Auf dieser Grundlage können die Wartungsteams die Basislinien mit μ±3σ berechnen. Wenn die Messwerte außerhalb dieses Niveaus liegen, deutet dies auf einen Fehler hin. Auf diese Weise reduziert SPC Fehlalarme mit diesen gängigen Methoden:
- Shewhart-Diagramm: Es hilft, plötzliche große Veränderungen zu erkennen
- CUSUM: Erkennt langsame, allmähliche Abnutzung
- EWMA: Diese Methode findet kleine kontinuierliche Veränderungen
- Beweglicher Bereich: Die gleitende Spanne wird verwendet, um einen Anstieg der Variabilität zu erkennen.
Um dynamische Baselines zu erstellen, müssen Ingenieure mehrere Parameter für den Gesundheitszustand verfolgen. Ein einzelner Parameter wird nicht die gesamte Geschichte hinter einem Fehler erzählen. Andererseits hilft eine ganzheitliche Betrachtung durch eine Multi-Parameter-Analyse eine effektive Ursachenanalyse durchführen um zu verhindern, dass sich die gleichen Fehler wiederholen.
EAM/CMMS-Integration zum Schließen des Kreislaufs
Der letzte Teil des Arbeitsablaufs zur Zustandsüberwachung besteht darin, den Kreislauf zu schließen, der mit dem Abrufen von Sensordaten begann. Wenn ein Mensch jeden Alarm überwachen und für jeden Alarm einen Arbeitsauftrag erstellen muss, wird der Prozess ressourcenintensiv. Außerdem entstehen dadurch Lecks, die die Effizienz der zustandsorientierten Anlagenüberwachung verringern.
Das Zustandsüberwachungsmodell muss in das Enterprise Asset Management (EAM) System integriert werden. SAP PM (Plant Maintenance) ist zum Beispiel die vorherrschende EAM-Plattform in anlagenintensiven Industrien. Mit dem Zustandsüberwachungssystem als Quelle, SAP PM kann automatisiert werden für einen kontinuierlichen Asset-Zustandskreislauf.
Wann immer ein Health Alert generiert wird, kann das System diesen über die REST API durch die SAP Integration Suite an SAP PM senden. Dadurch wird eine SAP PM-Benachrichtigung erstellt, in der alle Details über die Anlage und das jeweilige Problem erfasst sind. Das System erstellt dann automatisch einen Arbeitsauftrag, damit die Wartungsteams die notwendigen Maßnahmen ergreifen können.
| SAP PM Objekt | Zweck der Integration | Ausgelöst durch | Schlüsselfelder |
|---|---|---|---|
| PM-Benachrichtigung (M2) | Zustandswarnung aufnehmen | Ereignis zur Zustandsüberwachung | Funktionsstandort, Fehlerbeschreibung, Priorität |
| PM-Bestellung | Planen und genehmigen Sie Wartungsarbeiten | Planerüberprüfung / automatische Erstellung | Arbeitsplatz, geplante Aufgaben, Stücklistenkomponenten, Termine |
| Messdokument | Speichern Sie Konditionswerte in SAP | Regelmäßige Synchronisierung der Zustandsdaten | Messpunkt, Messwert, Zeitstempel |
| Wartungsartikel | Verknüpfen Sie die Aufgabenliste mit dem Equipment für wiederkehrende Zustandsaufgaben | Erstmalige Konfiguration | Ausrüstung, Aufgabenliste, Zähler |
| Datensatz Ausrüstung | Gerätestamm mit technischen Daten | Ersteinrichtung / laufende Synchronisierung | Geräteklasse, Hersteller, installierte Komponenten |
MRO-Teams können zu diesem Zweck auch IBM Maximo oder andere CMMS-Systeme verwenden.
Auf diese Weise hilft die Zustandsüberwachung auch dabei, einen Planungshorizont für die Ersatzteilwartung zu schaffen. Angenommen, ein Lagerverschlechterungsmodell prognostiziert einen Ausfall in 3-6 Wochen mit angemessener Sicherheit. In diesem Fall können die Beschaffungs- und Wartungsteams zusammenarbeiten, um Ersatzteile bereitzustellen, noch bevor der Arbeitsauftrag erstellt wird.
Die Integrationskette für diese Fähigkeit verbindet die Zustandsüberwachungsplattform mit dem MRO-Bestandsverwaltungssystem, wie MRO360 von Verdantis.
Dieser geschlossene Kreislauf ist die operative Manifestation der vorausschauenden Wartung. Er wandelt eine technische Zustandsbewertung in eine Aktion in der Lieferkette um, ohne dass bei jedem Schritt manuell eingegriffen werden muss. Schlechte Gerätestammdaten, wie z.B. falsche Teilenummern in der Stückliste oder nicht gepflegte Verknüpfungen zwischen Gerätedatensätzen und Materialstämmen, können diese Kette jedoch vollständig unterbrechen.
Automatisierte Zustandsüberwachung
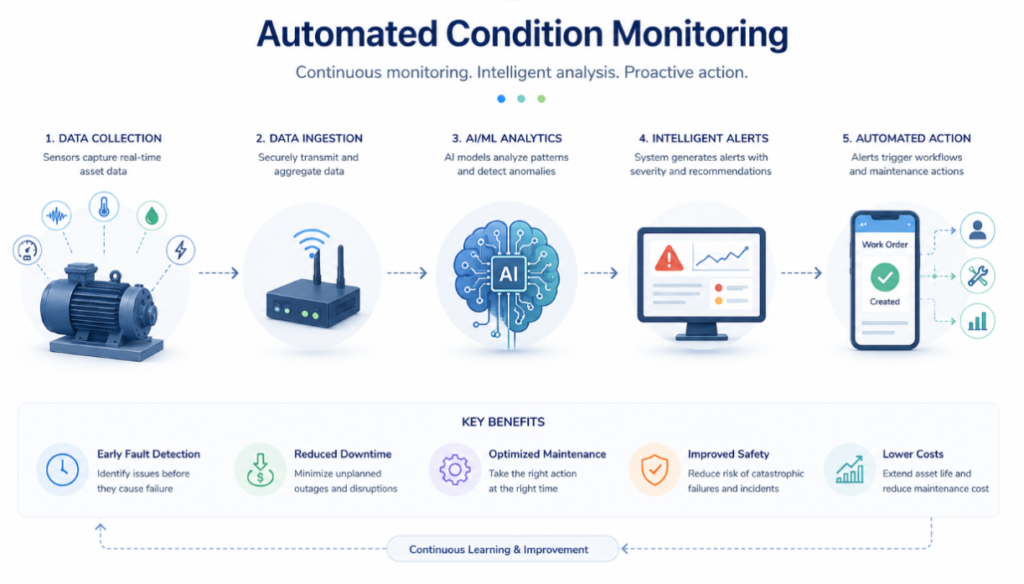
Es gibt viele Dinge, die ein Zustandsüberwachungssystem durchführt, um den Zustand von Anlagen zu erkennen. Aber diese Aufgaben funktionieren nur, wenn sie in einer orchestrierten, kontinuierlichen Weise durchgeführt werden. Isoliert betrachtet wäre keiner der Prozesse von großem Nutzen.
Daher nutzen moderne zustandsorientierte Überwachungssysteme die auf künstlicher Intelligenz basierende Automatisierung. Sie sammeln Sensordaten, werten sie aus, identifizieren sich entwickelnde Fehler und lösen Wartungsmaßnahmen aus, ohne dass ein menschlicher Ingenieur jeden Tag jeden Datenstrom manuell überprüfen muss.
Es gibt verschiedene Möglichkeiten, wie künstliche Intelligenz (KI) dabei helfen kann, Daten nicht nur zu erfassen und zu speichern, sondern sie auch zu analysieren, um Anomalien in Mustern zu finden.
Unüberwachte Erkennung von Anomalien
Die unüberwachte Erkennung von Anomalien ist eine Möglichkeit, dies zu tun. In diesem Fall sind die Daten, die zum Trainieren des Zustandsüberwachungssystems verwendet werden, nicht beschriftet.
Autoencoder sind neuronale Netzwerkarchitekturen, die aus einem Encoder und einem Decoder bestehen. Nachdem sie mit gesunden und schlechten Betriebsdaten trainiert wurden, können diese Netzwerke Muster in Echtzeit-Sensorsignalen erkennen. Wenn die Signale einen bestimmten Schwellenwert überschreiten, verwenden Autoencoder sie, um einen automatischen Alarm auszulösen.
Ähnlich verhält es sich mit dem Isolation Forest Algorithmus, der baumbasierte Anomalieerkennung und eine One-Class Support Vector Machine (OCSVM) verwendet. All dies sind unüberwachte KI-Modelle, die in der automatischen Zustandsüberwachung eingesetzt werden können.
| Modell | Erforderliche Trainingsdaten | Interpretierbarkeit | Skalierbarkeit | Einstellung der Empfindlichkeit |
|---|---|---|---|---|
| Autoencoder | Nur Daten zur Gesundheitsausrüstung | Niedrig (innerhalb des latenten Raums) | Mäßig | Schwelle für Rekonstruktionsfehler |
| Konv. Autoencoder | Nur Daten zur Gesundheitsausrüstung | Niedrig | Mäßig | Schwelle für Rekonstruktionsfehler |
| Isolation Wald | Die Daten können von Gesundheitsgeräten oder gemischt sein | Mäßig | Hoch | Parameter Kontamination |
| OCSVM | Nur Daten zur Gesundheitsausrüstung | Gering bis mäßig | Niedrig (O(n²)) | ν-Parameter |
| PCA-basiert | Nur Daten zur Gesundheitsausrüstung | Hoch | Sehr hoch | SPE / T² Schwellenwert |
| LSTM-Auto-Encoder | Nur Daten zur Gesundheitsausrüstung | Niedrig | Mäßig | Fehler bei der Rekonstruktion der Sequenz |
Überwachte Fehlerklassifizierung
Die überwachte Fehlerklassifizierung wird anhand von markierten Trainingsdaten durchgeführt. Dies kann genauer sein, wenn spezifische markierte Daten sowohl für gesunde als auch für schlechte Betriebsbedingungen verfügbar sind. Das ist auch der Grund, warum strukturierte Wartungsstammdaten unerlässlich sind, damit diese Art von KI-Modellen in automatischen Zustandsüberwachungssystemen funktionieren.
Es gibt drei primäre überwachte Modelle, die in allen Branchen eingesetzt werden:
- Zufälliger Wald: Ein Random Forest trainiert ein Ensemble von Entscheidungsbäumen auf zufälligen Teilmengen von Trainingsdaten und Merkmalsräumen. Anschließend fasst er deren Vorhersagen durch Abstimmung zusammen. Auf der Grundlage dieses Trainings kann Random Forest Wichtigkeitsscores ausgeben. Diese Scores sind die prädiktivsten Indikatoren für jeden Fehlertyp.
- Support-Vektor-Maschinen (SVMs): SVMs funktionieren besonders gut bei kleineren beschrifteten Datensätzen. Dies gilt insbesondere, wenn die Anzahl der Merkmale im Verhältnis zur Anzahl der Trainingsbeispiele groß ist, was bei der Zustandsüberwachung häufig der Fall ist.
- Faltungsneuronale Netzwerke (CNNs): Diese neuronalen Netzwerke werden verwendet, um Bilder auf der Grundlage von Sensorsignalen zu erzeugen. Sie können diese Bilder auch mit Basisdaten abgleichen, um Anomalien zu erkennen. Eine ScienceDirect-Studie beschreibt ein System zur Zustandsüberwachung, das Echtzeit-Vibrationsdaten mit CNNs integriert, um eine automatische Fehlererkennung und vorausschauende Wartung zu ermöglichen. Das trainierte System erkennt und klassifiziert Fehler im physischen System mit hoher Genauigkeit. Dies beweist eine hohe Zuverlässigkeit und Generalisierung.
Vorhersage der verbleibenden Nutzungsdauer (RUL)
KI kann vorhersagen, wie lange ein Wirtschaftsgut noch nutzbar ist, bevor es vorübergehend ausfällt oder komplett versagt. Die RUL-Vorhersage erfordert die Modellierung einer Degradationskurve vom aktuellen Gesundheitszustand bis zum Ausfall. Dieser Verlauf kann sehr unsicher sein, da er sich von Maschine zu Maschine ändern kann.
Mit der Weibull-Überlebensanalyse, proportionalen Hazard-Modellen und Long Short-Term Memory (LSTM)-Netzwerken kann die KI dabei helfen, diese Entwicklung genau zu verfolgen.
Zustandsüberwachung und IIoT
Neben der künstlichen Intelligenz ist das industrielle Internet der Dinge (IIoT) eine wesentliche Technologie für die automatisierte zustandsbasierte Überwachung. Tatsächlich sind alle Sensoren, die zur Erfassung und Weitergabe von Gerätedaten verwendet werden, bereits Teil des IoT.
Die gemeinsame Nutzung beider Systeme ermöglicht einen nahtlosen Datentransfer über integrierte Systeme hinweg. Mit IIoT können alle Anlagen intelligent und miteinander verbunden werden. Sie können über Cloud-basierte Plattformen Daten miteinander austauschen und den MRO-Teams einen zentralen, umfassenden Überblick bieten.
Darüber hinaus ermöglicht das IIoT auch die Fernsteuerung von Maschinen. Wenn also ein Gerät kurz vor dem Ausfall steht, sollten Wartungsteams es aus der Ferne abschalten, um Sicherheitsprobleme und einen kompletten Ausfall der Maschine zu verhindern.
Wie man ein Zustandsüberwachungsprogramm aufbaut
Ein Zustandsüberwachungsprogramm beginnt mit der Beurteilung, welche Anlagen überwacht werden sollen. Irgendwann möchten Sie dann so viele Maschinen wie möglich erfassen. Es ist jedoch besser, klein anzufangen und effizient zu skalieren, als zu versuchen, groß zu implementieren und zu scheitern.
Sobald Sie wissen, welche Geräte Sie überwachen müssen, können Sie folgendermaßen vorgehen:
Installieren Sie die Sensoren
Sobald Sie wissen, welche Anlagen überwacht werden sollen, werden Sie auch bestimmen, welche Vitalwerte überwacht werden sollen. Auf dieser Grundlage sollten Sie zunächst Sensoren auswählen, die in der Lage sind, die gewünschten Parameter zu messen. Neben der Auswahl sollten Sie sich auch auf die Platzierung der Sensoren konzentrieren, um eine genaue Signalerfassung zu gewährleisten.
Daten sammeln
Die nächste Aufgabe besteht darin, Daten zu sammeln. Ihre erste Aufgabe besteht darin, Daten für Maschinen zu sammeln, die in optimalem Zustand arbeiten. Dies hilft Ihnen bei der Erstellung von Grundlinien oder Benchmarks, die Sie bei der zustandsbasierten Überwachung als Vergleich heranziehen können.
Wenn Sie die Basisdaten haben, stellen Sie sie so ein, dass sie kontinuierlich oder in regelmäßigen Abständen Daten sammeln. Es ist wichtig, hier für Konsistenz zu sorgen, da Lücken in den Daten die Genauigkeit der Analyse beeinträchtigen können.
| Prozess | Was passiert | Warum es wichtig ist |
|---|---|---|
| Datenerfassung | An Maschinen angebrachte Sensoren, die in Zustandsüberwachungssysteme integriert sind, senden Rohsignale | Dies ist wichtig, um einen kontinuierlichen Überblick über den Zustand der Anlage zu haben. |
| Zeitsynchronisation | Das System gleicht Daten von mehreren Sensoren und Anlagen ab | Ermöglicht eine Multi-Parameter-Analyse, um einen ganzheitlichen Überblick zu erhalten |
| Datenvalidierung | Filtert Rauschen und fehlerhafte Messwerte heraus | Hilft, Fehlalarme zu vermeiden, die Zeit und Ressourcen verschwenden können |
| Lagerung | Speichert Echtzeitdaten im Backend zur Analyse und späteren Verwendung | Unterstützt Feedbackschleifen, historische Trends und Modellierung |
Eine P-F-Kurve erstellen
Das Zeitintervall zwischen dem Punkt des Funktionsausfalls (F) und dem Punkt, an dem ein voraussichtlicher Ausfall erkennbar wird (P), wird durch die P-F-Kurve dargestellt. Da sie angibt, wie früh ein Defekt entdeckt werden kann und wie viel Zeit zum Handeln zur Verfügung steht, ist sie ein grundlegender Gedanke bei der zustandsorientierten Überwachung.
Dieses Konzept wurde in den 1970er Jahren für United Airlines und das US-Verteidigungsministerium entwickelt. Um effektiv zu sein, sollte die zustandsbasierte Überwachung in der Zeitspanne zwischen einem möglichen und einem vorhergesagten Ausfall stattfinden.
Vermögenswerte überwachen
Sobald das System eingerichtet ist, können Sie mit der zustandsorientierten Überwachung beginnen. Auf der Grundlage der gesammelten Daten können Benchmarks als Auslöser dienen. Und auf der Grundlage dieser Auslöser könnte das System die zuständigen Teams benachrichtigen und Arbeitsaufträge erteilen.
Geschäftliche Auswirkungen der Zustandsüberwachung
Die Zustandsüberwachung wirkt sich direkt auf den Gewinn eines Unternehmens aus.
- Reduzierte Ausfallzeiten: Ausfallzeiten gehören zu den teuersten Folgen von Maschinenausfällen. Die Zustandsüberwachung minimiert die Wahrscheinlichkeit eines solchen Ausfalls, indem sie potenzielle Probleme in Maschinen frühzeitig erkennt.
- Bessere Ergebnisse bei der Wartungsplanung: Anstelle von Annahmen werden Arbeitsaufträge durch Benchmark-Daten ausgelöst, die Anomalien bei den optimalen Arbeitsbedingungen aufzeigen.
- Verlängerte Lebensdauer der Anlage: Da sich die MRO-Teams auf die Gesundheit der Anlagen konzentrieren und nicht auf feste Zeitpläne, erhöht sich die Lebensdauer der Maschinen.
- Erhöhte Sicherheit: A Artikel im Deccan Herald berichtet, dass fünf Personen durch Dampf im SAIL-Stahlwerk Bokaro Verbrennungen erlitten haben. Es gibt viele solcher Vorfälle, bei denen ein Maschinen- oder Systemausfall zu Verletzungen führt, und die Zustandsüberwachung kann dies verhindern.
- Minimierte Kosten: Produktionsausfälle, Notreparaturen, beschleunigte Ersatzteillieferungen, Entschädigungszahlungen an Arbeitnehmer bei Verletzungen usw. sind allesamt Kosten, die minimiert werden können.
Die Zustandsüberwachung kann zwar all diese Vorteile bieten, aber die Ergebnisse hängen davon ab, wie Unternehmen Maschinendaten sammeln und speichern. Sie können mit Drittanbietern von Datenverwaltungsdiensten zusammenarbeiten, wenn es Ihnen an internem Fachwissen fehlt.
A großes Holzproduktionsunternehmen das in 25 Werken tätig ist, hat dies durch die Zusammenarbeit mit Verdantis erreicht. Mit einem Umsatz von $7 Milliarden und einer weltweiten Belegschaft von mehr als 13.000 Mitarbeitern suchte das Unternehmen Hilfe bei der Datenbereinigung und -verwaltung.
Verdantis half bei der Standardisierung und Verwaltung von über 300.000 SKUs. Außerdem wurde Verdantis Harmony implementiert, um die Datenverwaltung in Zukunft zu automatisieren.
Ein Überblick über die zustandsabhängige Überwachung in der Praxis
Mit Hilfe der Sensoren und Basiskriterien können automatisierte Systeme Alarme auslösen. Doch was wie eine einfache Warnung auf einem Dashboard aussieht, ist das Ergebnis mehrerer Schichten von Datentechnik, Signalverarbeitung und Entscheidungslogik, die im Hintergrund zusammenarbeiten.
Einfach ausgedrückt, arbeiten zustandsorientierte Überwachungssysteme als geschlossener Kreislauf. Daten werden erfasst, verarbeitet, analysiert und dann in die Wartungsabläufe eingespeist. Die Leistung hängt also davon ab, wie gut diese Ebenen konfiguriert und integriert sind.
Stellen Sie sich eine Hochgeschwindigkeits-Verpackungslinie in einer Produktionsanlage mit mehreren Motoren, Förderbändern und Getrieben vor. Eine der wichtigsten Anlagen ist hier das Antriebssystem des Förderbands. Es handelt sich um einen Elektromotor, der mit einem Getriebe und einer Riemenanordnung verbunden ist, die dieses System antreibt. Schon ein einfacher Ausfall kann die gesamte Anlage zum Stillstand bringen.
Bei einer herkömmlichen Einrichtung hat das Wartungsteam feste Zeitpläne für die Inspektion des gesamten Riemens und des Getriebes. Aber zwischen diesen Inspektionen läuft das System unkontrolliert. Wenn also ein Lager im Getriebe direkt nach einer Inspektion anfängt, sich zu verschlechtern, bleibt dies bis zur nächsten Inspektion oder bis zu einem Ausfall unbemerkt.
Nehmen wir an, dass am Motor und am Getriebe Schwingungssensoren angebracht sind. Ebenso gibt es Temperatursensoren an den Lagern, Ölqualitätssensoren am Schmiersystem des Getriebes und Stromsensoren, die die Motorlast überwachen. In diesem Fall werden die Daten kontinuierlich in Überwachungssysteme eingespeist. Das Wartungsteam sieht den Schweregrad, die wahrscheinliche Fehlerart und die empfohlenen Maßnahmen.
| Bühne | Was passiert | Beispiel aus dem Fördersystem |
|---|---|---|
| Datenerfassung | Sensoren sammeln Signale in Echtzeit | Die Vibrationsamplitude nimmt im Getriebe leicht zu |
| Signalverarbeitung | Hier wird das System das Rauschen filtern und die Signale stabilisieren | Das Hintergrundrauschen des Vibrationssignals wird zum besseren Verständnis entfernt |
| Merkmalsextraktion | Schlüsselindikatoren werden berechnet | Die RMS-Vibration konnte erhöht werden |
| Vergleich der Ausgangssituation | Vergleich zwischen den von den Sensoren erfassten Echtzeitdaten und dem normalen Profil | Erkannte Abweichung vom Standard-Vibrationsmuster des Getriebes |
| Korrelation | Mehrere Parameter werden zusammen ausgewertet | Ein Beispiel ist ein leichter Temperaturanstieg bei gleichzeitiger Zunahme der Vibration |
| Erkennung von Anomalien | Das System kennzeichnet jedes abnormale Verhalten, das an diesem Punkt erkannt wird | Die Analyse könnte auf einen Lagerverschleiß im Frühstadium hindeuten |
| Erzeugung von Alarmen | Die meisten modernen Tools verfügen über eine automatische Warnfunktion, die eine Benachrichtigung an das Wartungsteam sendet. | Eine Warnmeldung wird im Dashboard ausgelöst |
| Arbeitsauftrag erstellen | Das Wartungsteam wird einen Arbeitsauftrag für die Reparatur oder Inspektion erteilen | Inspektion nach Schweregrad und Dringlichkeit geplant |
Für wen ist Condition Monitoring gedacht?
Die Zustandsüberwachung liefert die besten Ergebnisse in anlagenintensiven Branchen, wie z.B:
Schwerindustrie
Schwere Produktionsanlagen sind auf große, miteinander verbundene Maschinen angewiesen, wie z.B. Mühlen, Förderbänder und rotierende Geräte. Selbst kleine Produktionsbetriebe sind dazu übergegangen, einige Maschinen entweder vollständig zu automatisieren oder die manuelle Arbeit zu unterstützen. Daher sind Anlagen in der Fertigungsindustrie für eine kontinuierliche Produktion unerlässlich.
Die Zustandsüberwachung verfolgt Vibrationen, Öl, Temperatur und mehr in all diesen Systemen. Dies hilft bei der frühzeitigen Erkennung von Problemen, die später zu Ausfällen und Produktionsstopps führen könnten.
Essen und Trinken
Im Gegensatz zu anderen Branchen ist die Zuverlässigkeit der Geräte im Lebensmittel- und Getränkesektor auch mit der Produktqualität und der Einhaltung von Vorschriften verbunden. Mischer, Pumpen, Kühlanlagen und Verpackungssysteme müssen strenge Hygienestandards erfüllen und gleichzeitig optimal funktionieren. Eine Möglichkeit, dies zu gewährleisten, besteht darin, zu verfolgen, ob die Geräte innerhalb der definierten Parameter laufen, und dabei kann die Zustandsüberwachung helfen.
Öl und Gas
Die Ausrüstung in der Öl- und Gasindustrie ist aufgrund der Betriebsbedingungen dem höchsten Ausfallrisiko ausgesetzt. Kompressoren, Turbinen, Pipelines und Bohrmaschinen arbeiten unter abgelegenen, gefährlichen Bedingungen. Es ist für Wartungsteams nicht einmal möglich, diese Geräte regelmäßig zu inspizieren, wenn sie in Betrieb sind.
Die Zustandsüberwachung bietet einen kontinuierlichen Einblick in den Zustand von Anlagen, ohne dass eine ständige physische Inspektion erforderlich ist. Da viele Anlagen unter extremen Bedingungen arbeiten, ist eine frühzeitige Erkennung in diesem Sektor entscheidend.
Stromerzeugung
Zu den wichtigsten Anlagen der Stromerzeugungsindustrie gehören Turbinen, Generatoren, Transformatoren und Kühlsysteme. Die Schwingungsanalyse deckt Turbinen- und Generatorfehler auf, während die thermische Überwachung Überhitzungen in elektrischen Komponenten identifiziert. Die kontinuierliche Überwachung stellt sicher, dass selbst kleine Abweichungen frühzeitig erkannt werden.
ROI der Implementierung von Zustandsüberwachung
Bei der Berechnung des ROI für die Implementierung der Zustandsüberwachung geht es nicht nur um die Berechnung von Kosten und Einsparungen. Es sollte vielmehr um den Wert gehen, den der Prozess schafft. Die meisten Unternehmen versäumen es, den wahren ROI zu berechnen, weil sie sich zu sehr auf die Einsparungen bei der Wartung konzentrieren. Darüber hinaus sollten Sie auch die Reduzierung von Ausfallzeiten, die Verbesserung des Zustands von Anlagen, die Steigerung der Produktionskapazität und vieles mehr berücksichtigen.
Sie sollten mit einem Basismodell beginnen, das die Kosten für Ausfallzeiten, Fehlerhäufigkeit, Wartungsaufwand und Qualitätsprobleme enthält. Anschließend können Sie technische Kennzahlen in finanzielle Ergebnisse umwandeln.
Hier sehen Sie, wie die Kontextualisierungskette aussieht:
| Technische Metrik | Finanzielle Übersetzung |
|---|---|
| Reduzierter Ausfall | Dies wird die Betriebszeit und die Produktionskapazität erhöhen |
| Frühzeitige Fehlererkennung | Frühzeitige Erkennung verhindert katastrophale Ausfälle und die daraus resultierenden Reparatur- oder Ersatzkosten |
| Bessere Planung der Wartung | Senkt die Kosten für Überstunden und Notfallwartung |
| Verbesserte Gesundheit der Vermögenswerte | Dies spart Geld, da die Langlebigkeit der Anlagen erhöht wird. |
Ein weiterer wichtiger Punkt ist, dass der ROI mit der Größe und Reife des Systems steigt. Mit der Zeit kann die Zustandsüberwachung einen ROI von 5:1 oder 10:1 bieten, der in drei bis fünf Jahren auf 25:1 ansteigt. Auch wenn es sich hierbei um eine ungefähre Spanne handelt, kann der tatsächliche ROI davon abweichen, je nachdem, wie effizient Sie die Zustandsüberwachung implementieren und nutzen.
Das Data Foundation Problem und seine Lösung
Wenn Sie einfach nur Sensoren an Anlagen anbringen und Echtzeitdaten abrufen, erzielen Sie nicht die besten Ergebnisse bei der Zustandsüberwachung. Obwohl die meisten Planungen mit Echtzeitdaten erfolgen, müssen diese auch strukturiert und standardisiert werden, damit sie gespeichert und später verwendet werden können.
Nehmen wir an, eine zustandsorientierte Überwachungslösung hat eine Vibrationsanomalie festgestellt. Das System kann jedoch nicht feststellen, welches Lager den Alarm ausgelöst hat, weil in der Stückliste des Geräts die falsche Teilenummer aufgeführt ist. Dies führt nur zu mehr Redundanzen, anstatt den Ausfall von Geräten zu verhindern.
Die Sensortechnologie, die Signalverarbeitungsalgorithmen, die ML-Modelle und die OPC-UA-Pipelines sind alle notwendig, aber sie bauen auf einer genauen Datengrundlage auf.
Eines der größten Probleme ist die Unvollständigkeit der Equipment-Stammdaten. In der Praxis können Equipment-Stammsätze in SAP PM und entsprechenden EAM-Systemen unvollständige Attributfelder enthalten. Ebenso können doppelte MRO-Ersatzteile, ungenaue Stücklisten und standortübergreifende Dateninkonsistenzen die Datenqualität beeinträchtigen und die Ergebnisse der zustandsorientierten Überwachung beeinflussen.
Verdantis kann mit seinen Lösungen, die auf jahrelanger Erfahrung und Exzellenz beruhen, zur Lösung dieser Herausforderungen beitragen. Verdantis Harmonize kann zum Beispiel das Problem der Bereinigung von historischen Daten lösen.
Die Cloud-basierte Plattform nimmt alte Stammdatensätze aus SAP, Oracle, IBM Maximo und anderen ERP/EAM-Systemen auf. Dann wendet sie eine Kombination aus KI-gesteuerter Verarbeitung und menschlicher Expertenprüfung an, um diese Datensätze zu standardisieren, anzureichern, zu deduplizieren und nach einer vordefinierten Taxonomie zu klassifizieren.
Während Verdantis Harmonize das Problem der historischen Daten löst, löst Verdantis Integrity das Problem der laufenden Governance. Verdantis Integrity arbeitet als zusätzliche Governance-Schicht, die in Ihre ERP- und EAM-Systeme integriert ist. Wenn ein neuer Materialdatensatz in SAP erstellt werden soll, fängt es die Erstellungsanforderung ab und wendet einen Validierungsworkflow an, bevor der Datensatz in das ERP-System geschrieben wird.
All dies wird in unserer MRO360-Plattform vereint. Die MDM Suite umfasst sowohl Harmonize als auch Integrity für saubere und genaue Daten. So können MRO-Teams eine saubere Datengrundlage für eine zustandsorientierte Überwachung nutzen, die fundierte betriebliche Entscheidungen ermöglicht.
Fazit
Die Zustandsüberwachung ist eine der technisch anspruchsvollsten Disziplinen im industriellen Betrieb. Sie hat zwar viel zu bieten, erfordert aber auch Kompetenzen in den Bereichen physikalische Messtechnik, Hochfrequenzsignalverarbeitung, statistische Modellierung, maschinelles Lernen, industrielle Netzwerke, Dateninfrastruktur und Integration von Unternehmenssystemen.
Nur sehr wenige Unternehmen haben alle diese Funktionen an einem Ort vereint. Und noch weniger haben sie auf einer Datengrundlage aufgebaut, die sauber genug ist, um eine optimale Leistung zu ermöglichen.
Das ist das Infrastrukturproblem, das Verdantis seit zwei Jahrzehnten für anlagenintensive Unternehmen löst. Zustandsüberwachungsprogramme, die auf sauberen, kontrollierten und angereicherten Stammdaten basieren, sind denen, die nicht darauf aufbauen, stets überlegen.
Setzen Sie sich mit unseren Experten in Verbindung, um zu erfahren, wie Verdantis Ihnen helfen kann, eine Datengrundlage für die Implementierung von Lösungen zur Zustandsüberwachung zu schaffen.
Häufig gestellte Fragen (FAQs)
Was sind die 5 Elemente der Zustandsüberwachung?
Die fünf Schlüsselelemente der Zustandsüberwachung sind Datenerfassung, Datenanalyse, Generierung von Warnmeldungen, Wartungsplanung und kontinuierliche Verbesserung. Zusammen ermöglichen diese Elemente einen proaktiven Ansatz zur kontinuierlichen Überwachung des Zustands einer Maschine für einen optimalen Betrieb.
Was ist der Unterschied zwischen PdM und CBM?
Sowohl die vorausschauende Wartung (PdM) als auch die zustandsorientierte Überwachung (CDM) sind proaktive Wartungsansätze. Sie unterscheiden sich jedoch im Zeitplan und in der Technologie. PdM sammelt Sensordaten und sagt durch deren Analyse Ausfälle voraus. CDM hingegen konzentriert sich auf den Vergleich von Echtzeitdaten mit einem festgelegten Schwellenwert, um zu erkennen, wann eine Maschine oder ein Gerät nicht mehr im optimalen Zustand ist.
Was sind die 5 Arten der Überwachung?
In der Wartung, Reparatur und im Betrieb werden üblicherweise Vibrationen, Temperatur, Druck, Öl und Ultraschall überwacht. Es gibt jedoch noch viele andere Aspekte einer Anlage, die MRO-Teams überwachen können.



